al_bundy
Member
Hallo,
es gibt wieder ein paar Neuigkeiten.
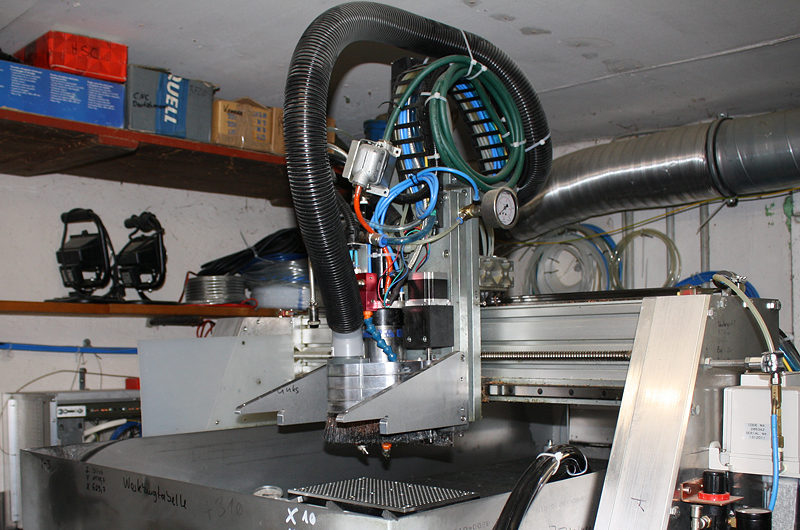
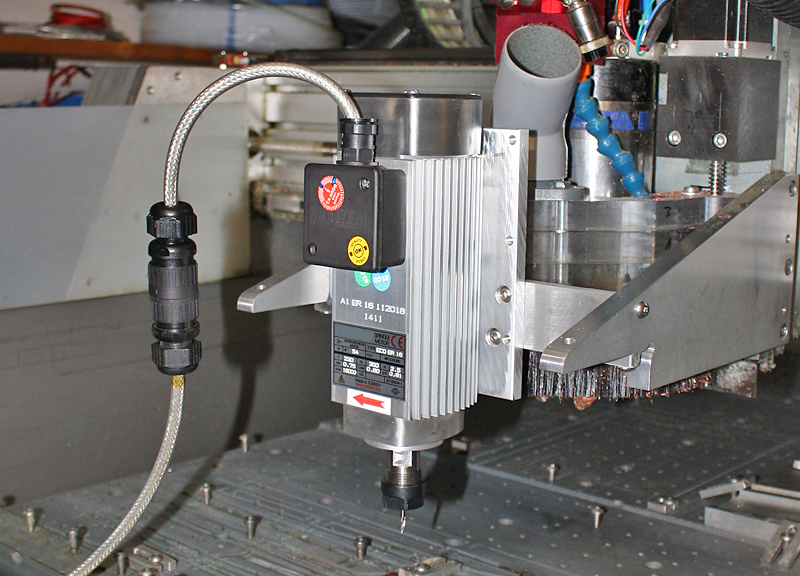
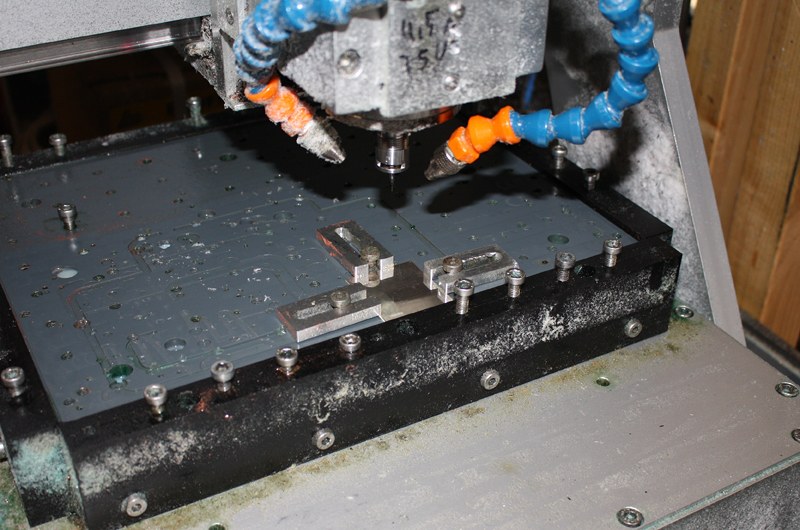
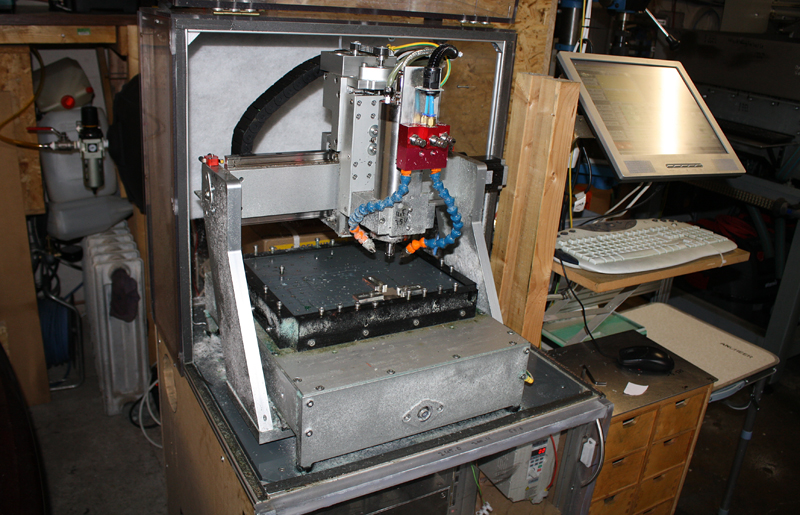
Zunächst sieht es danach aus das meine Bf20 Vario in der Tat im laufe des kommenden Jahres rausfliegt und dort eine neue Selbstbau Portalfräsemaschine Platz findet.
Eckdaten:
Verfahrweg: 950x400x200mm
Linearführungen Größe 35/30
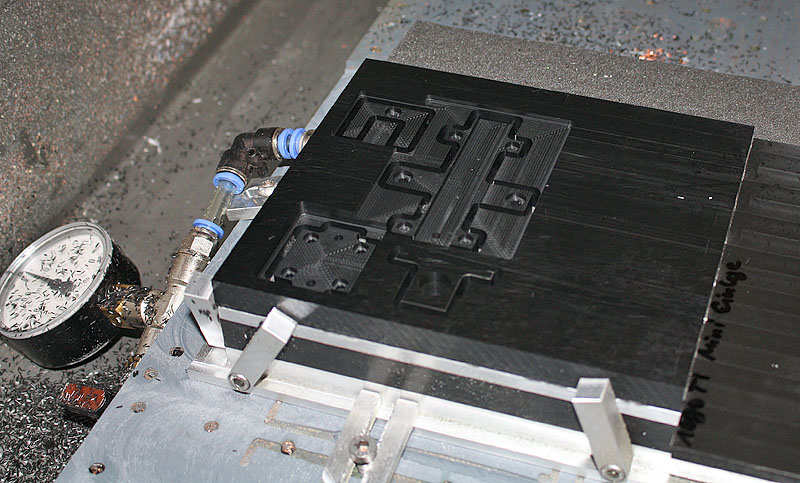
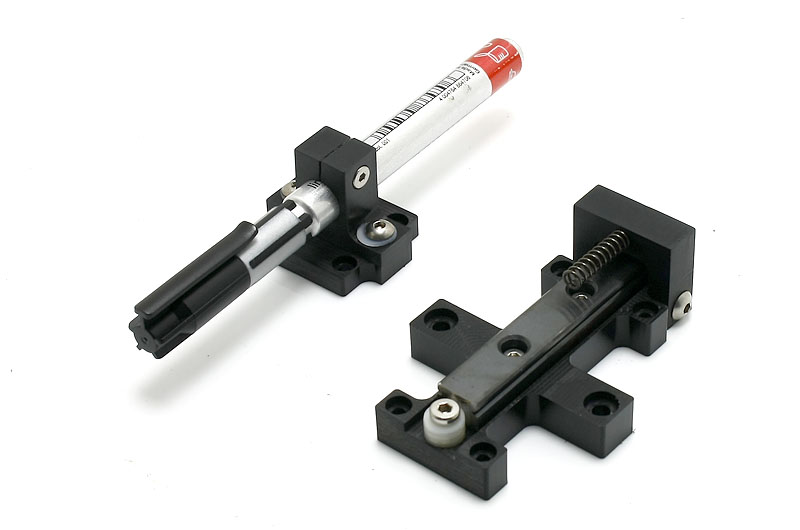
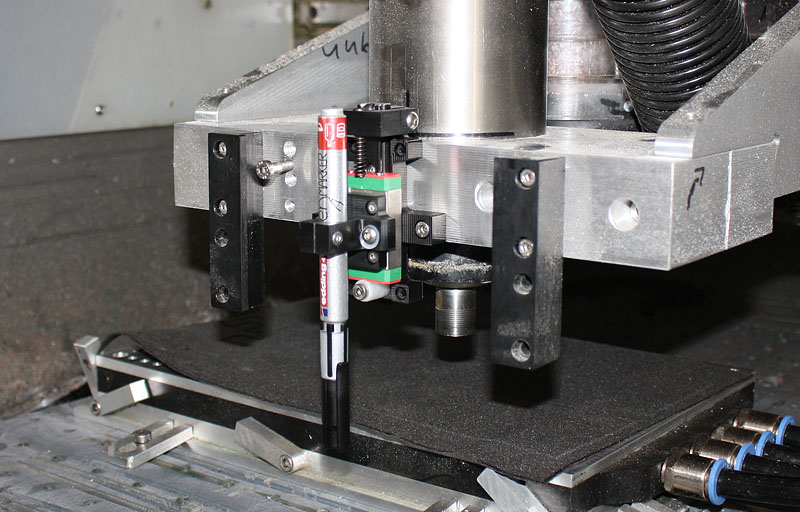
Pneumatisches Werkzeugwechselsystem mit 20 Werkzeugen, 2.2Kw, 24.000U/min
600W Servos 1:3 untersetzt befeuert von UHU's
Positioniergeschwindigkeit: 4m-6m/min
Kugelumlaufantriebe Größe 20 auf allen Achsen
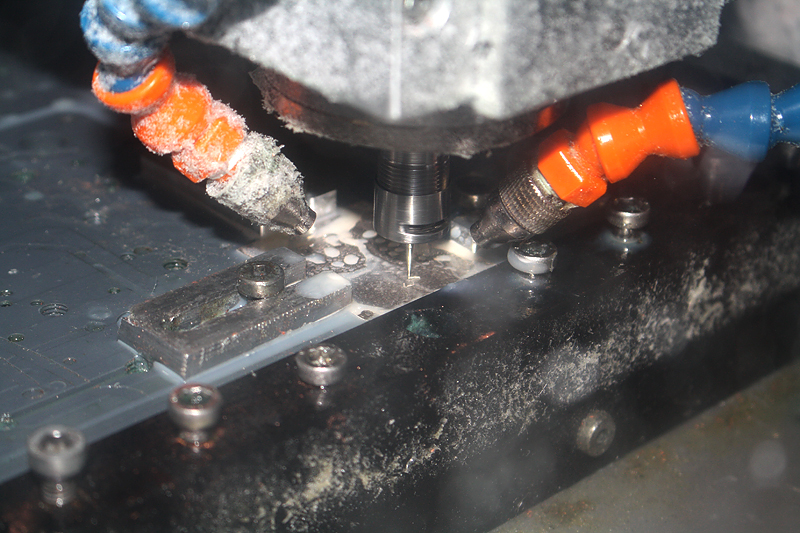
Ziel ist es mit der Maschine so fräsen zu können wie jetzt.
Beispielvideo von meine Bf20 Vario:
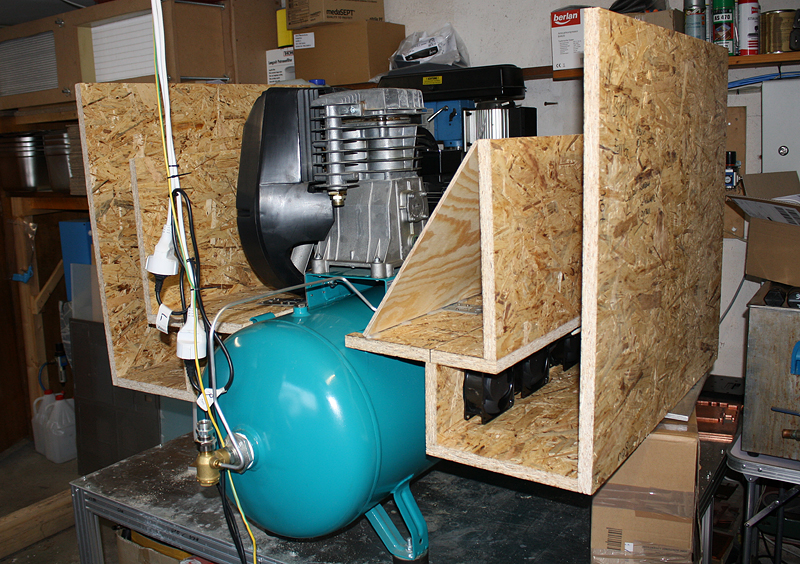
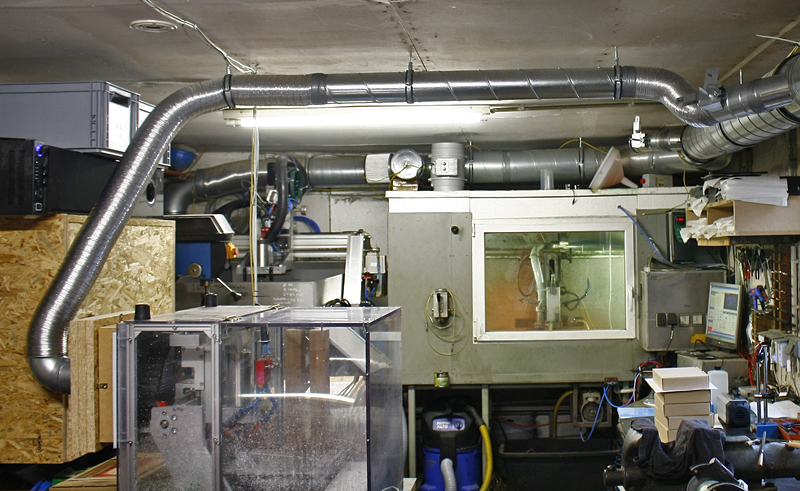
Allerdings genauer, schneller und mit pneumatischen Werkzeugwechsel sowie um das 10fache an Verfahrweg. Bevor aber etwas passiert werde ich mein Ultraschallgerät mit einer Pumpe, Filter und Gestell ausstatten damit die Reinigung einfacher und schneller von statten geht.
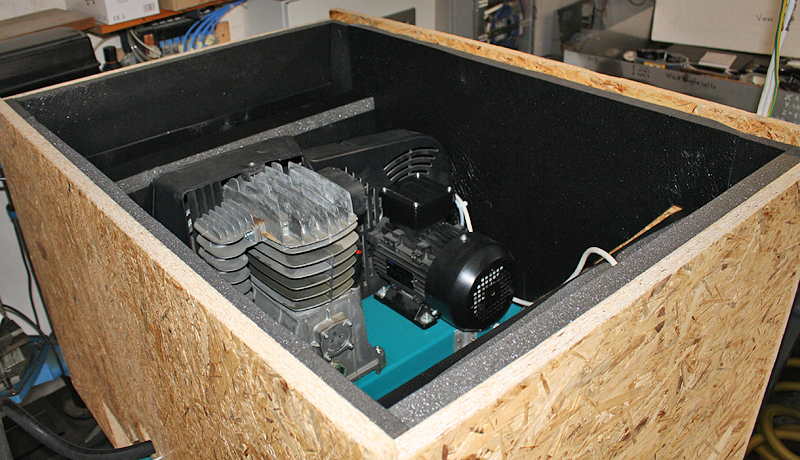
Das aktuelle WZW Projekt wird wohl in den kommenden 2 Wochen abgeschlossen. Der Werkzeuge werden nächste Woche vermessen und auch der Kompressor wird das Mundwerk gestopft.
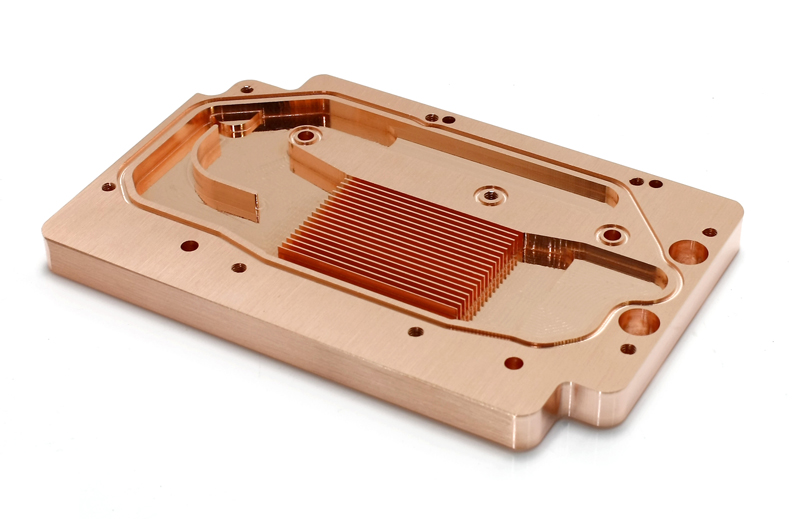
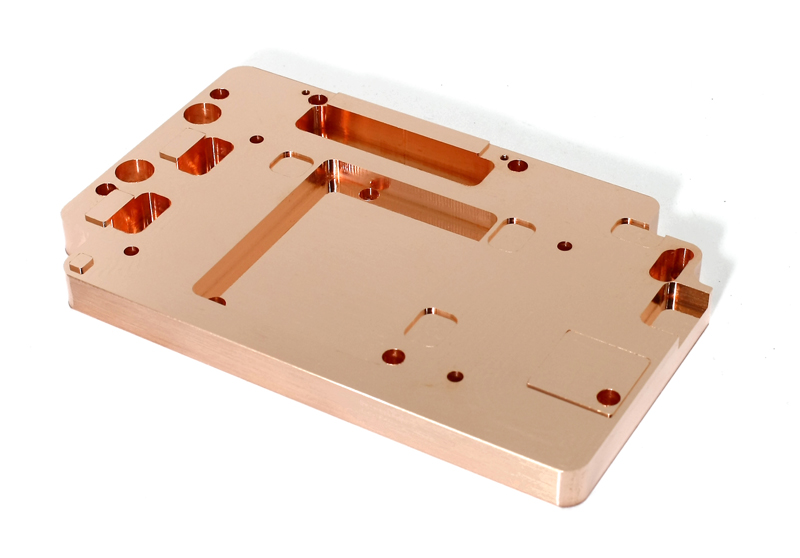
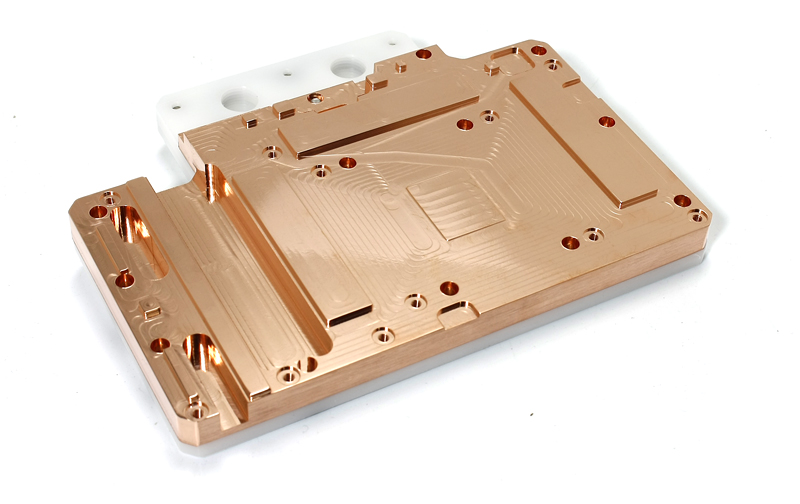
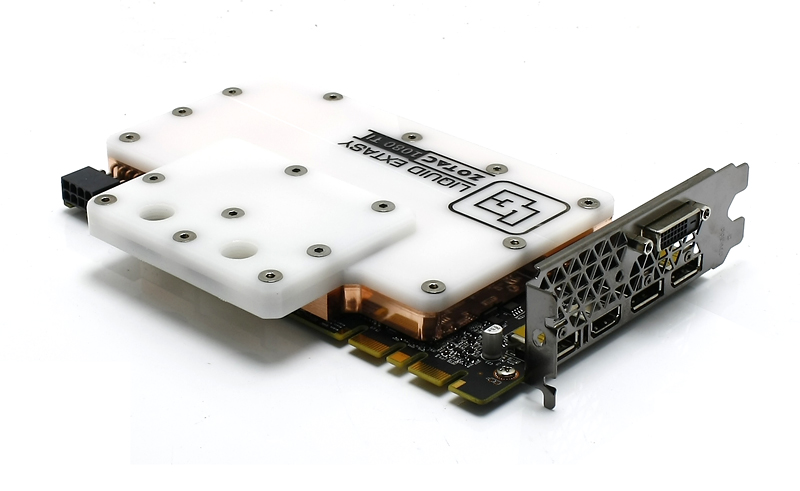
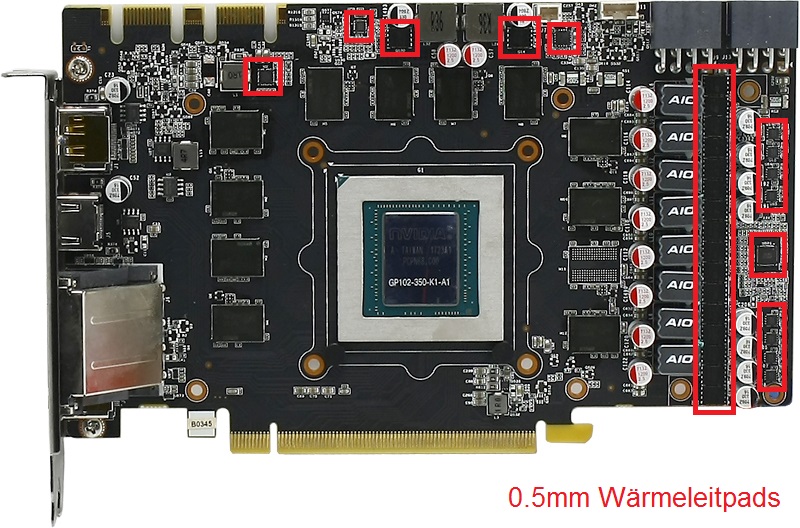
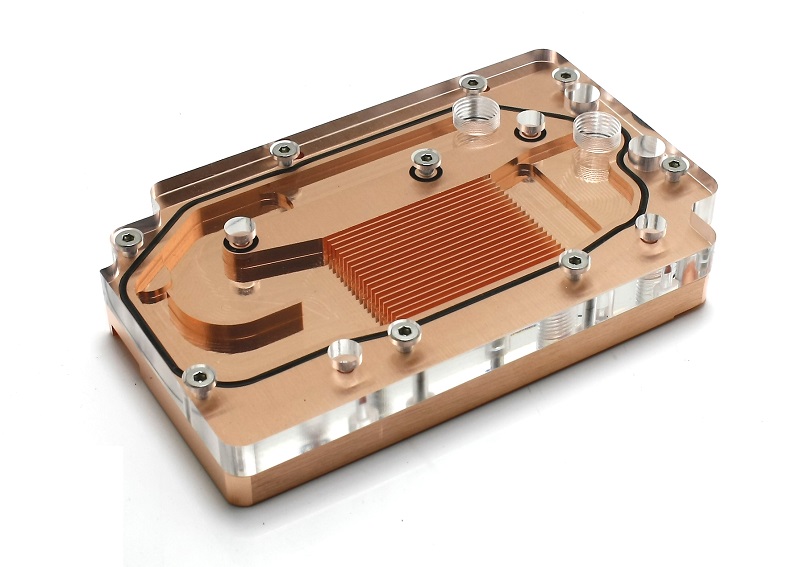
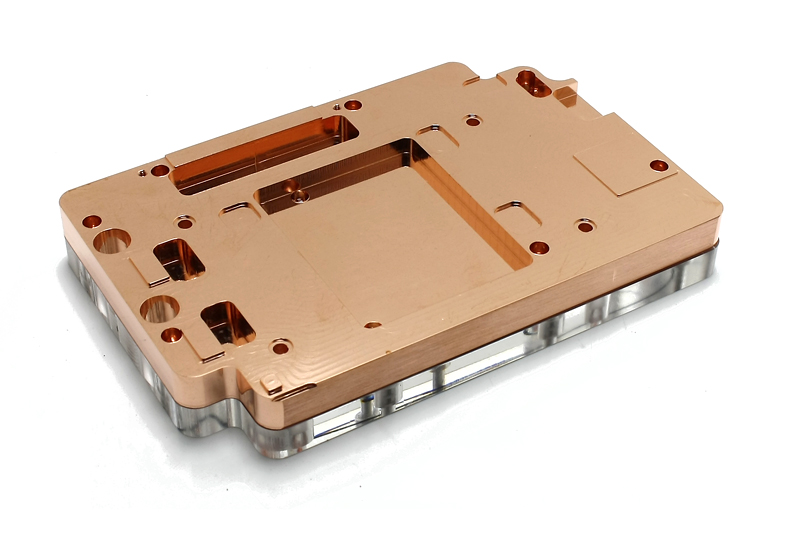
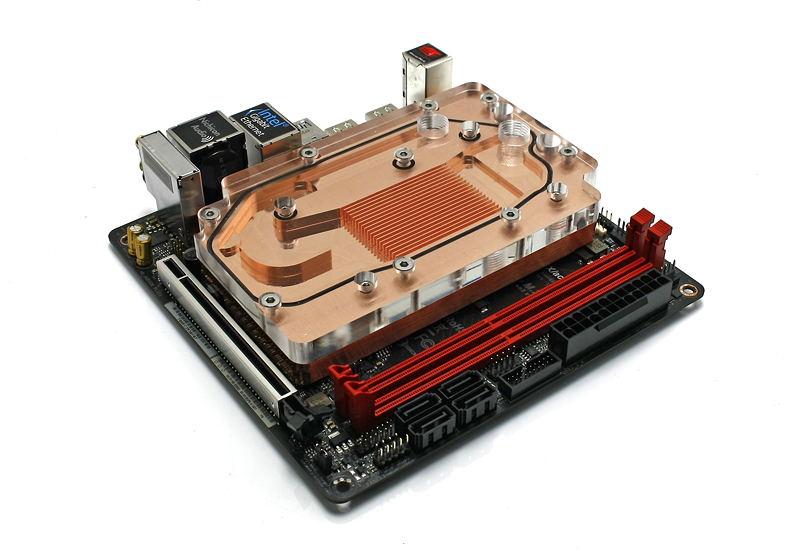
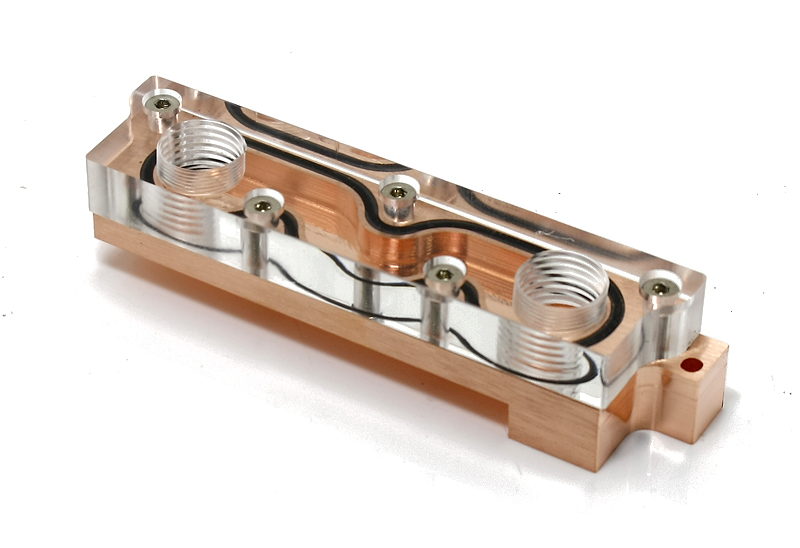
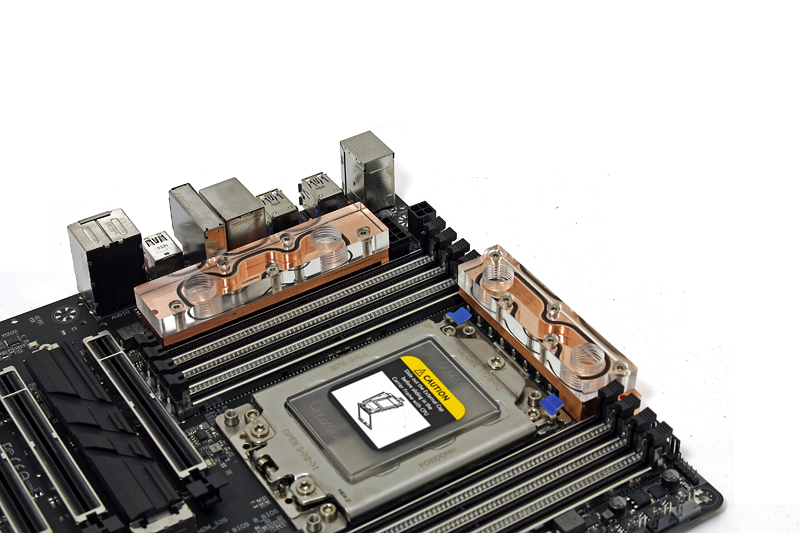
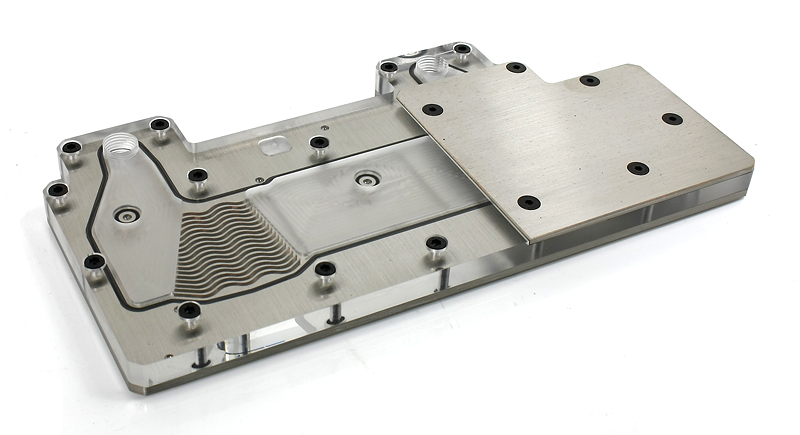
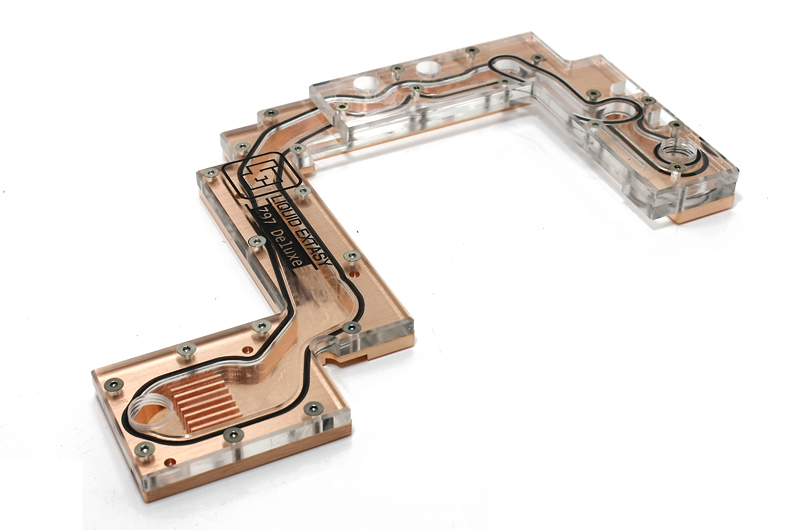
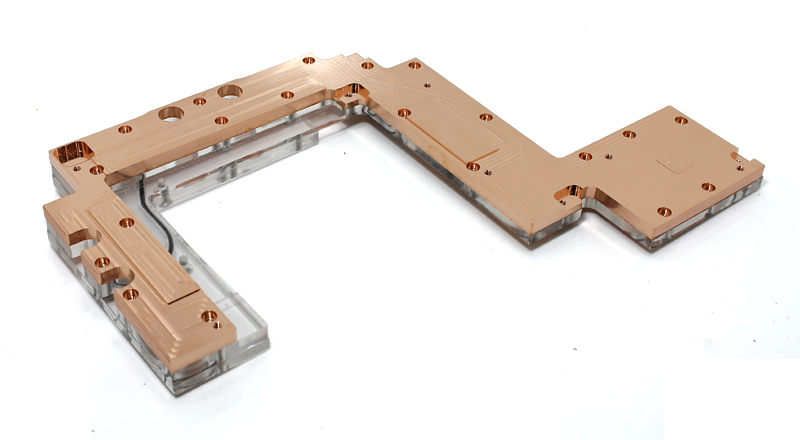
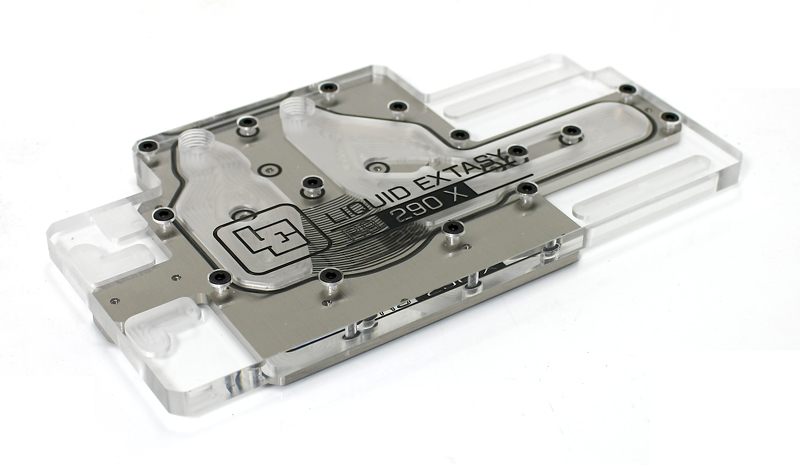
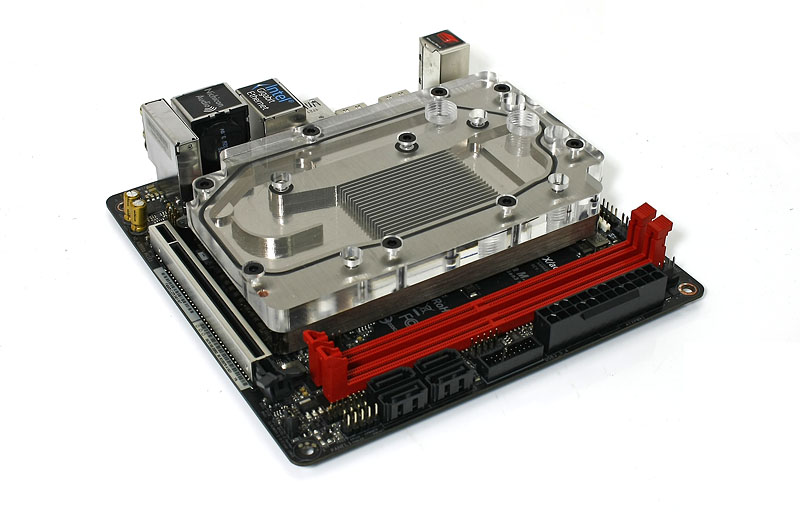
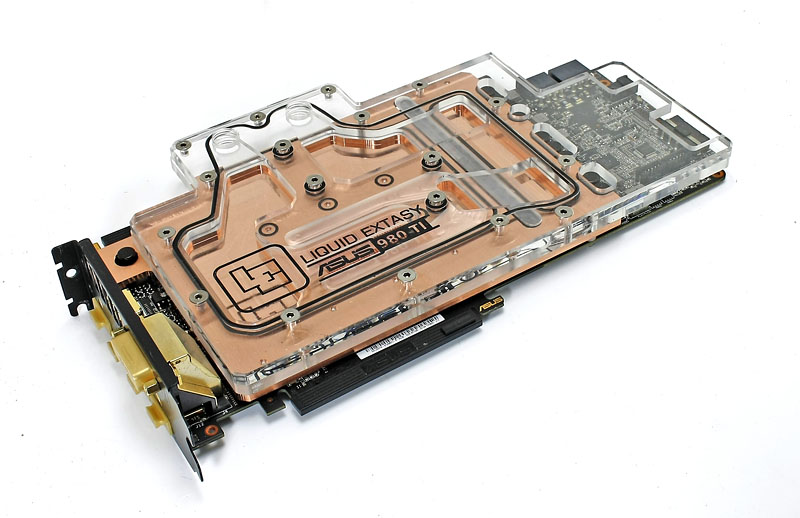
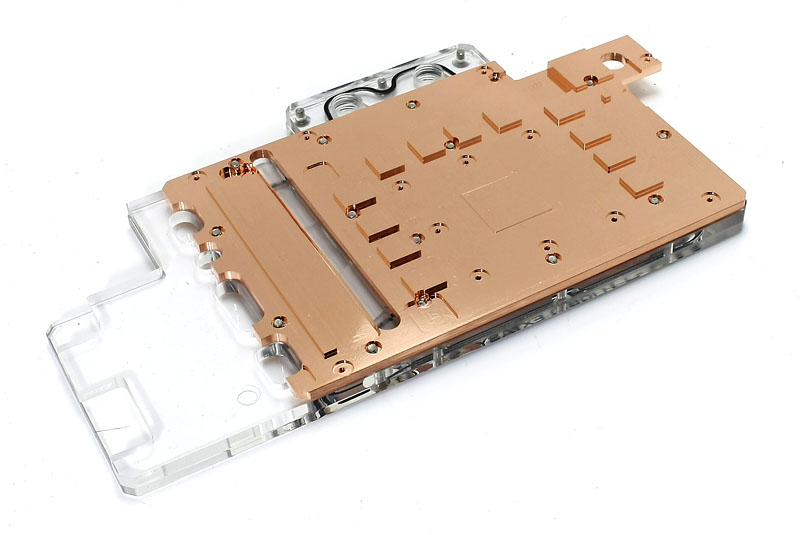
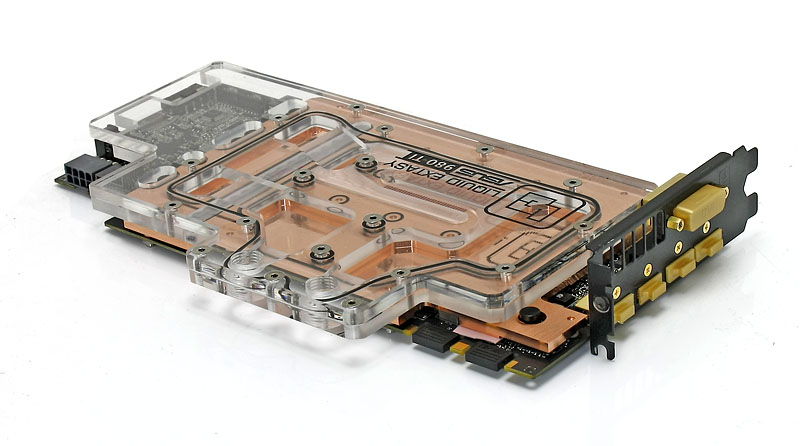
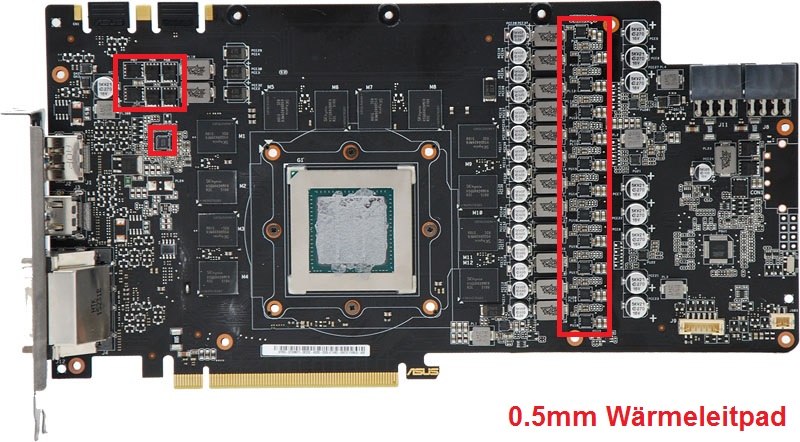
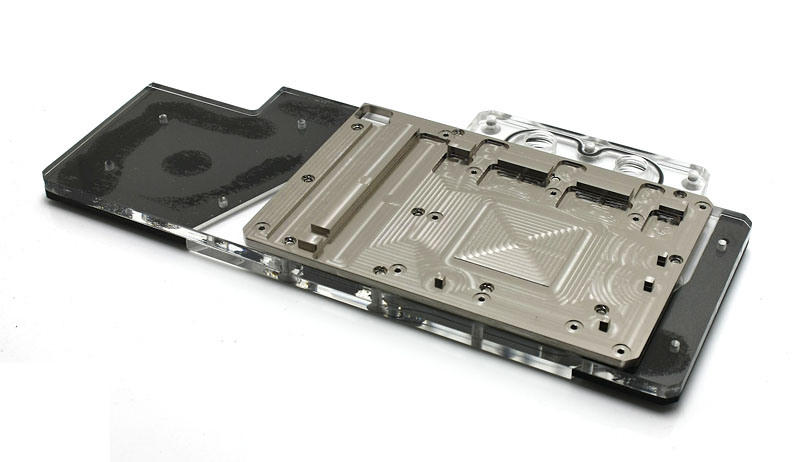
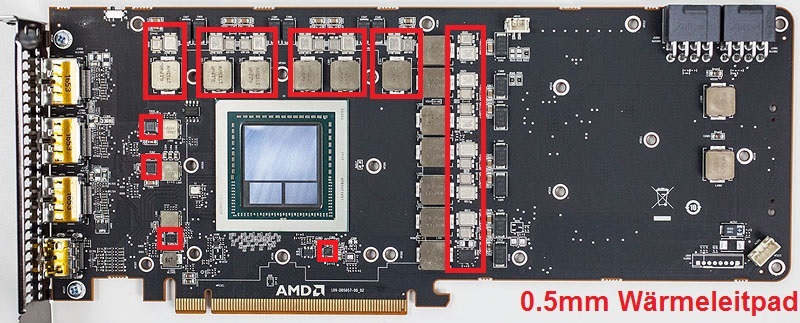
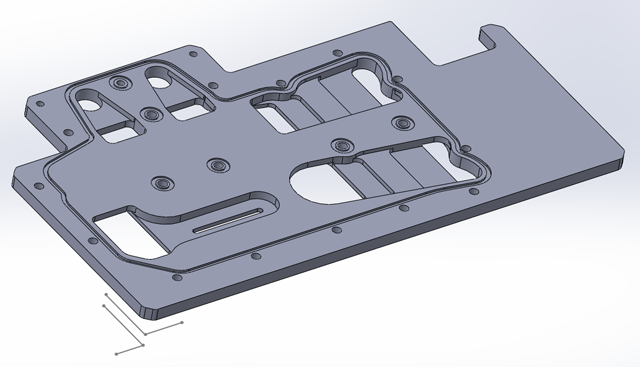
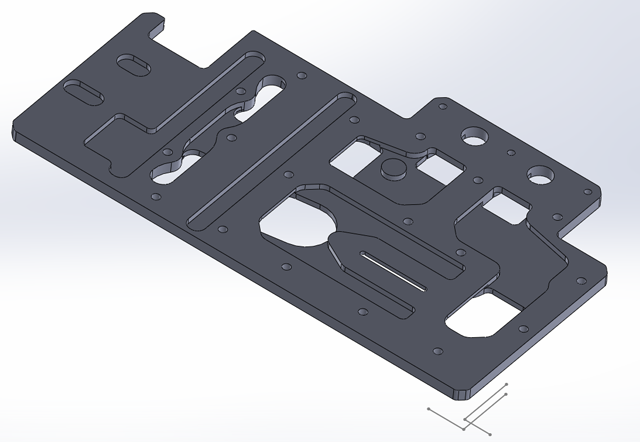
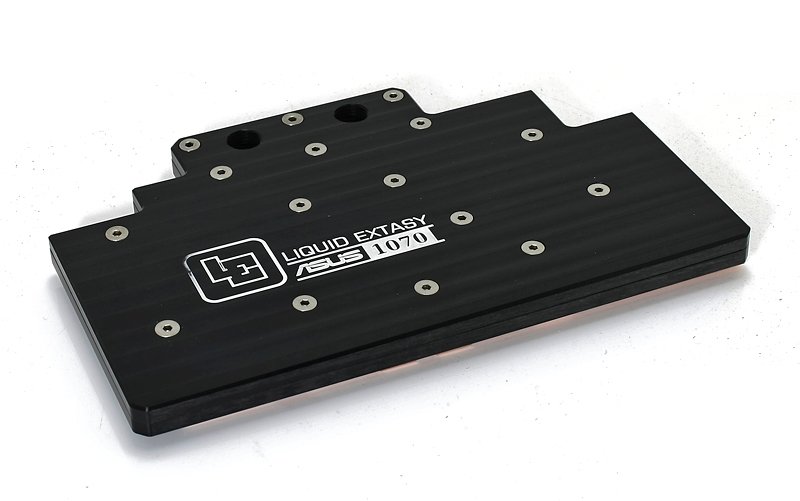
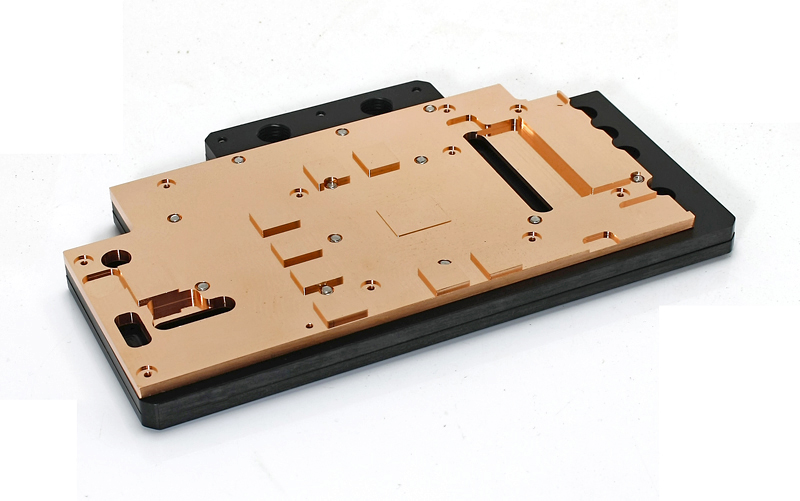
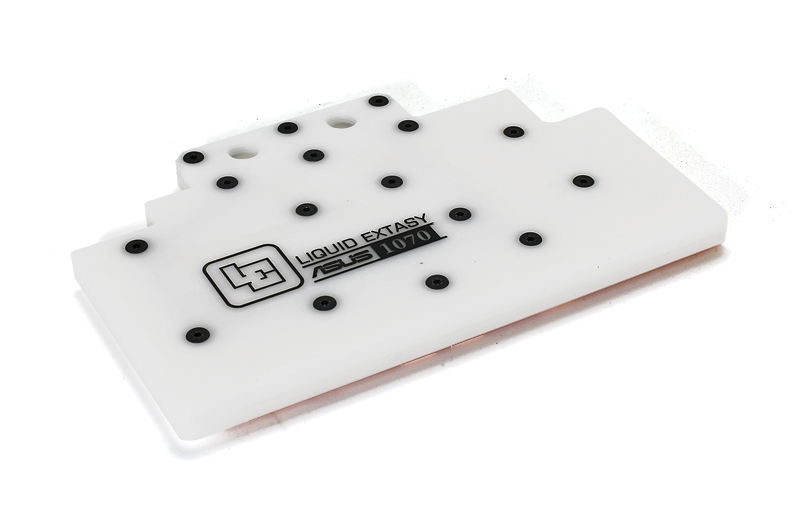
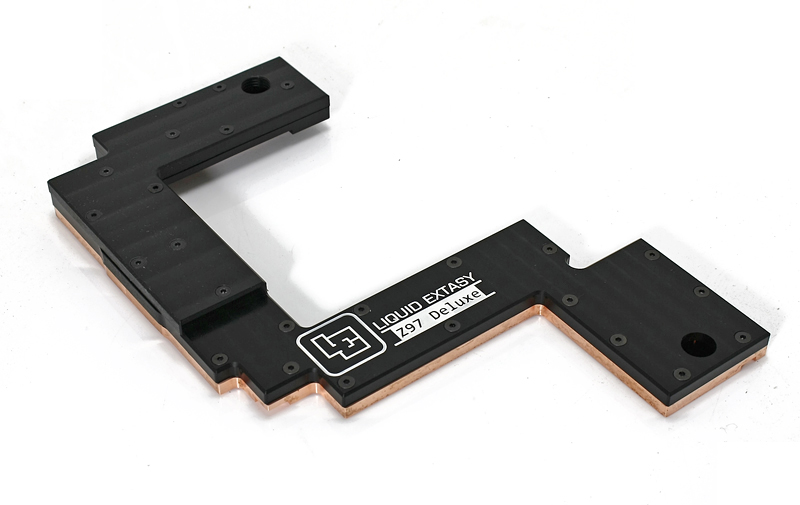
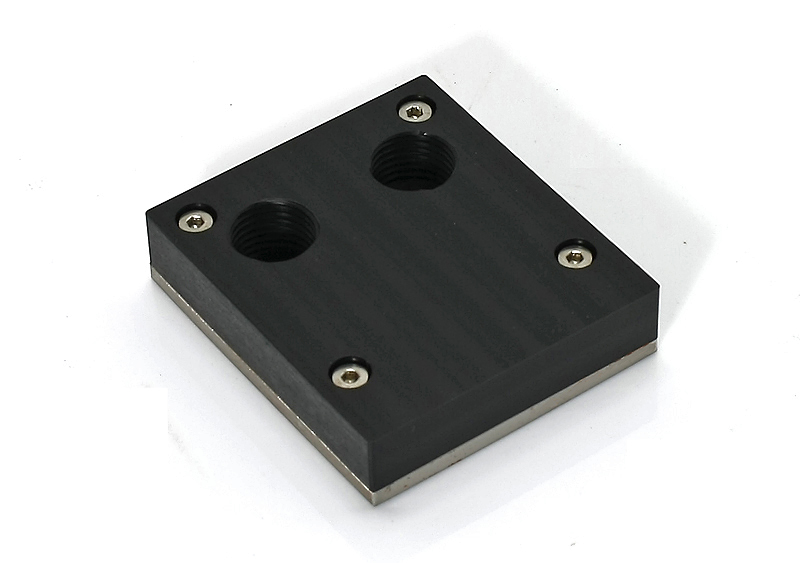
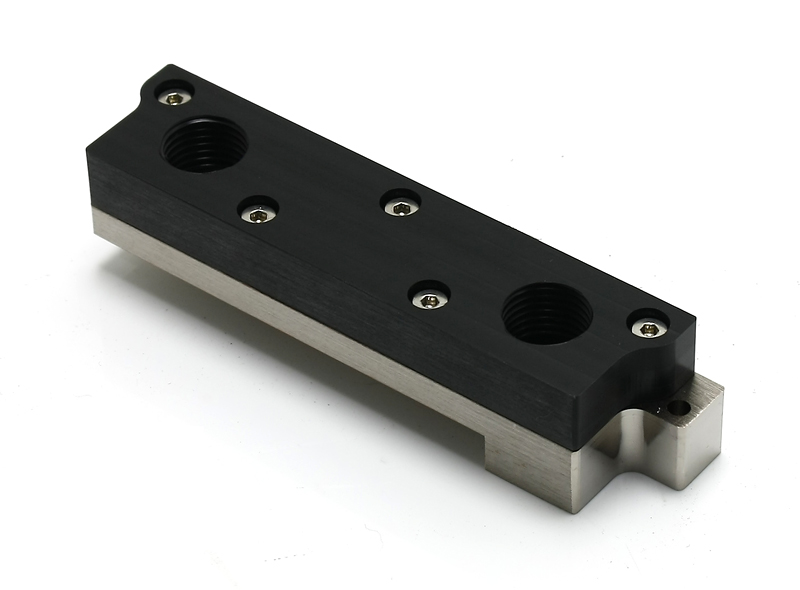
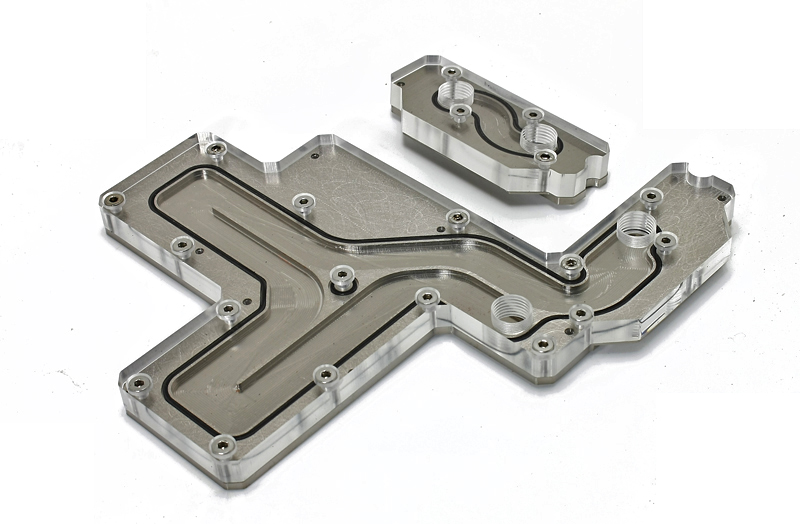
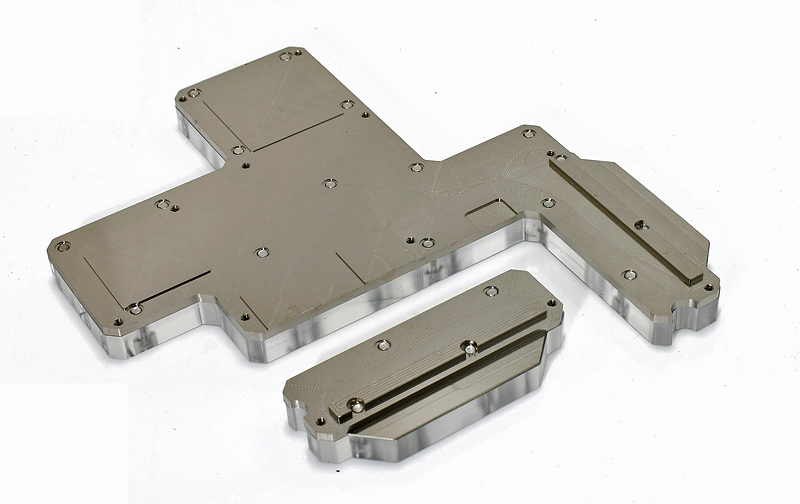
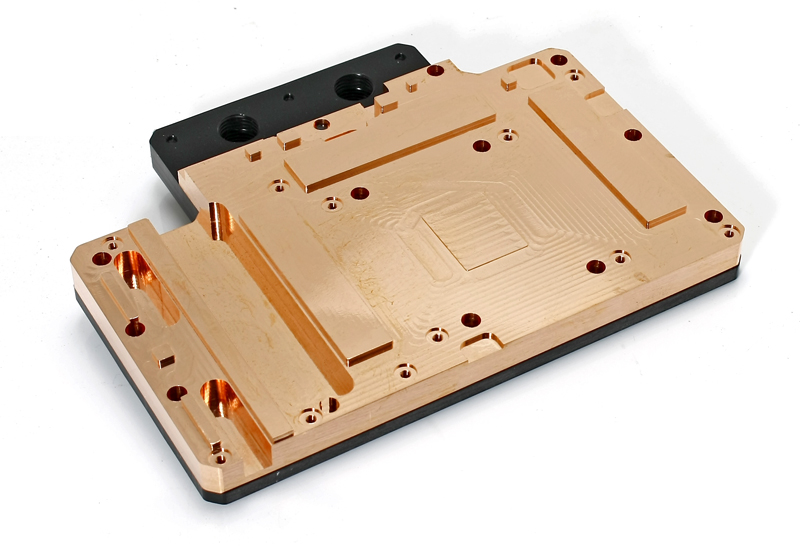
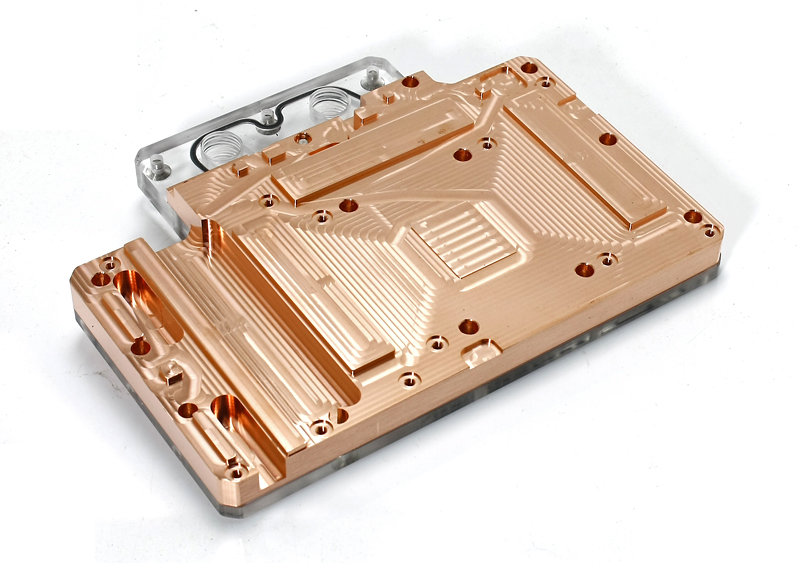
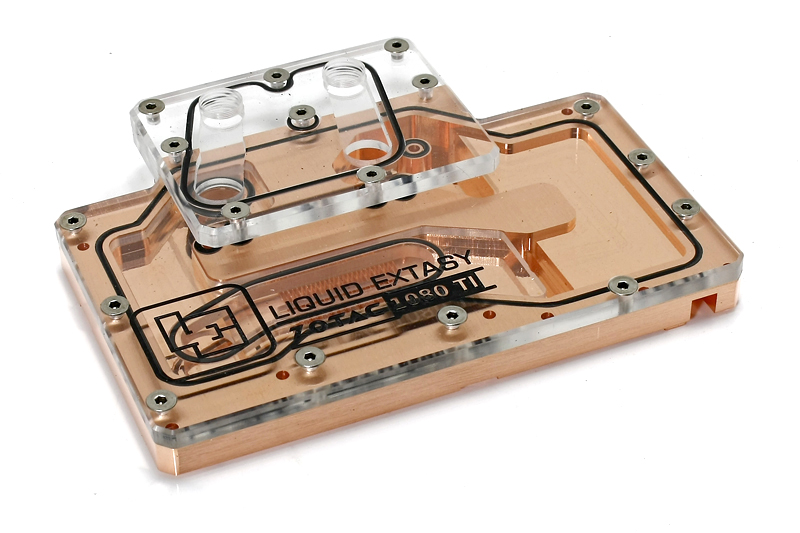
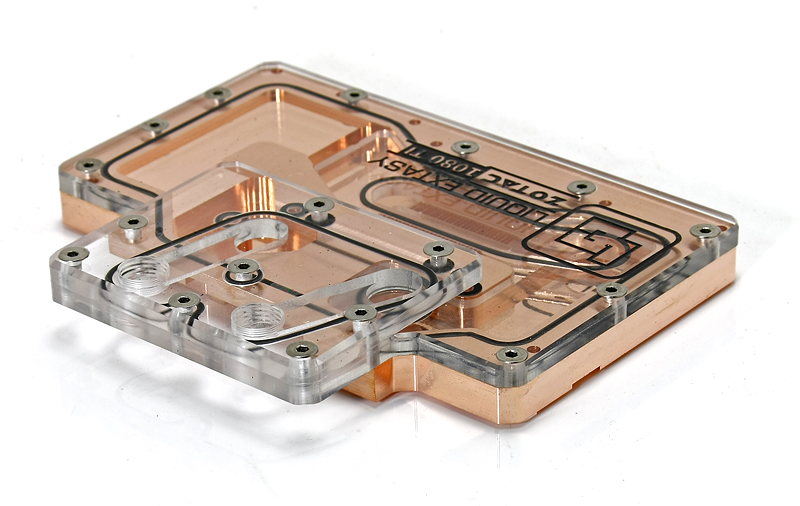
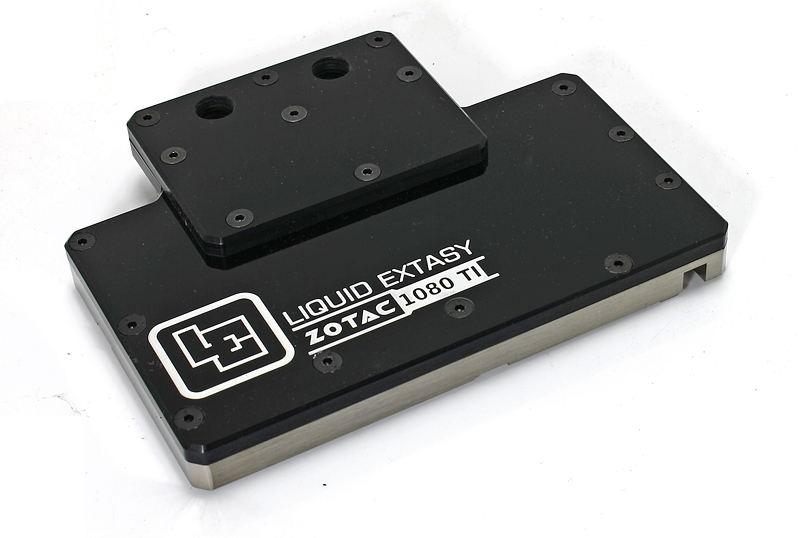
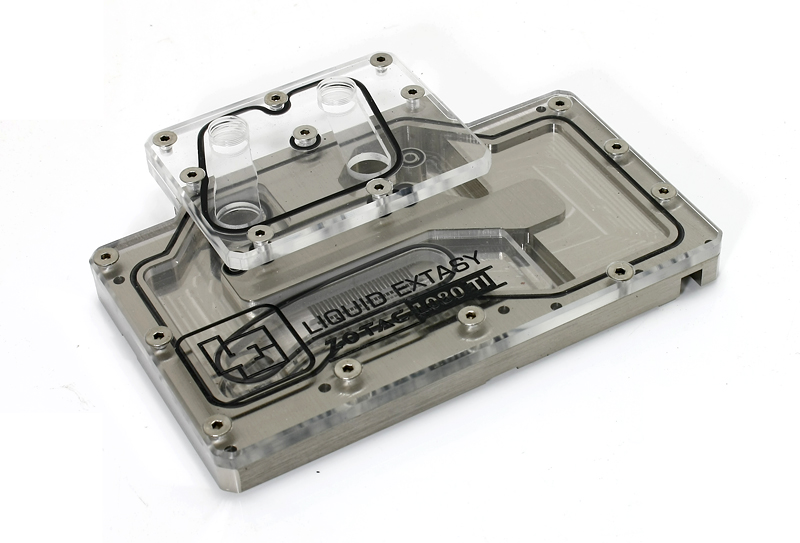
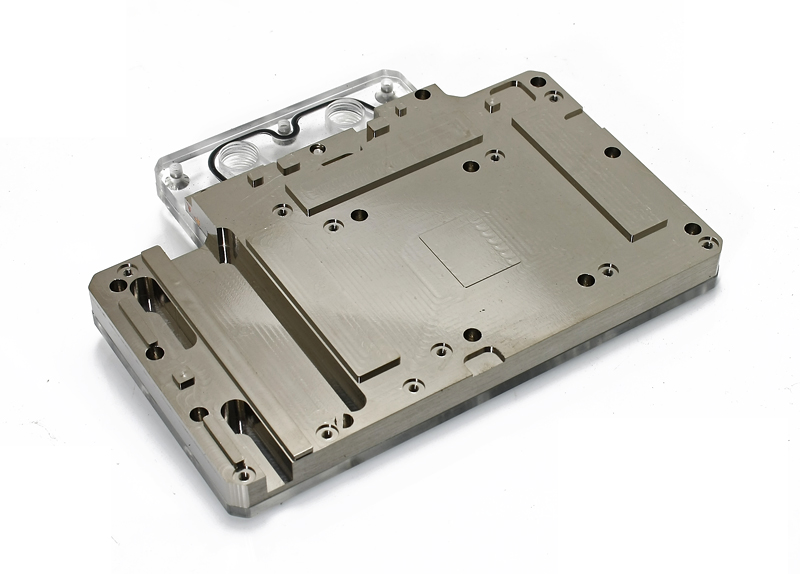
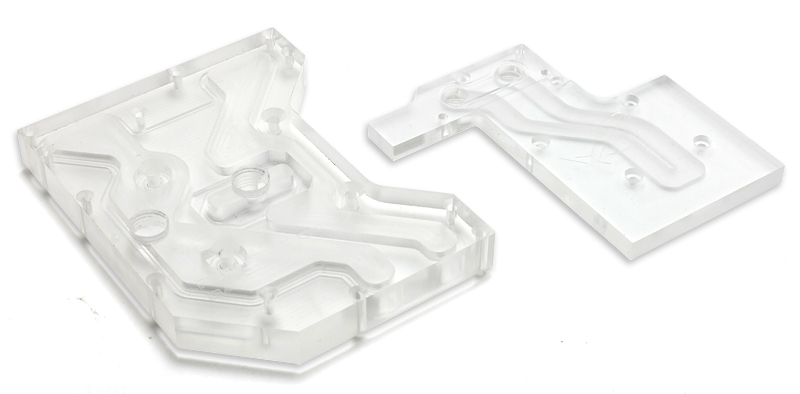
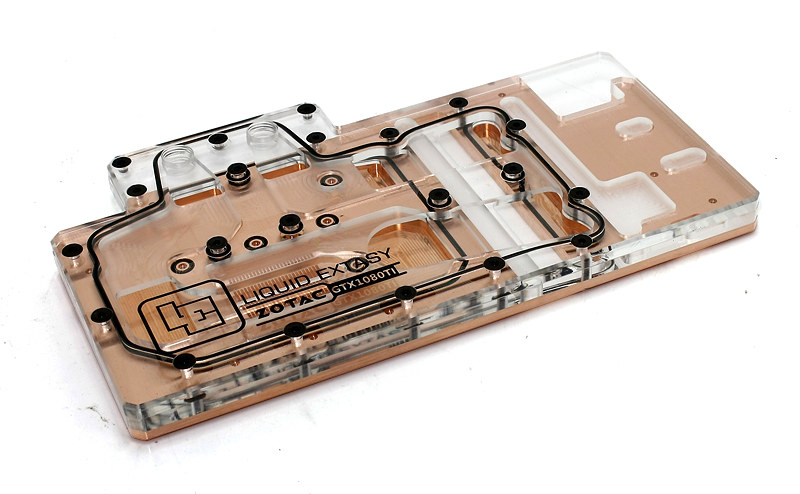
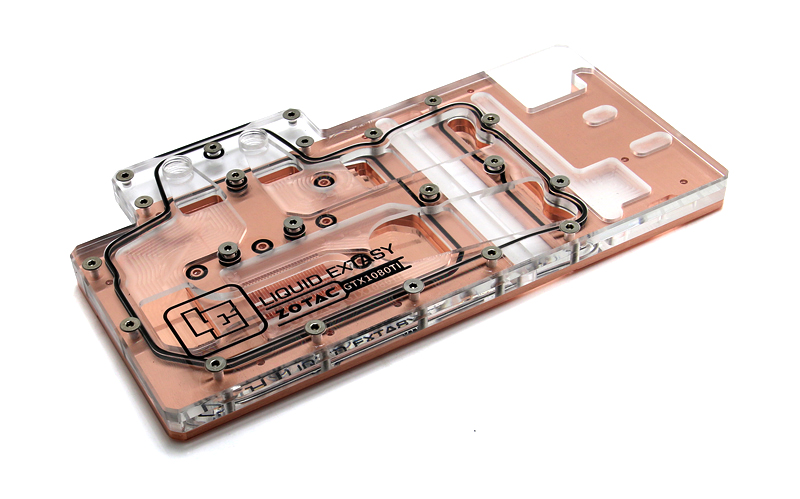
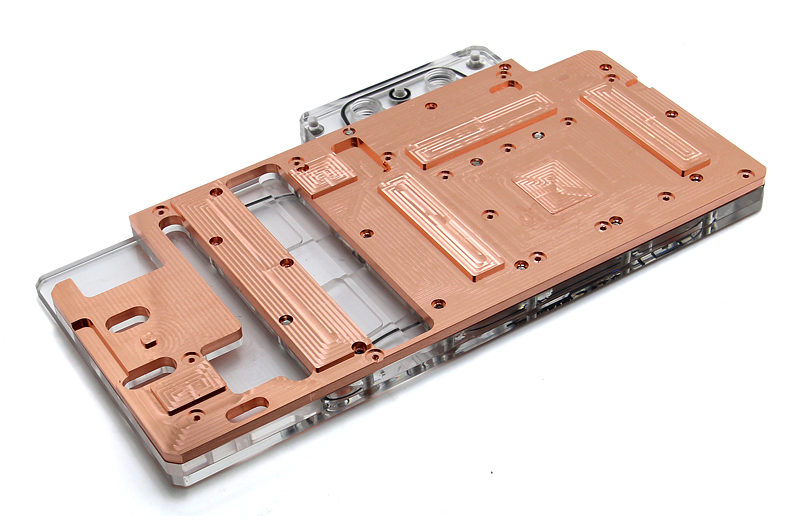
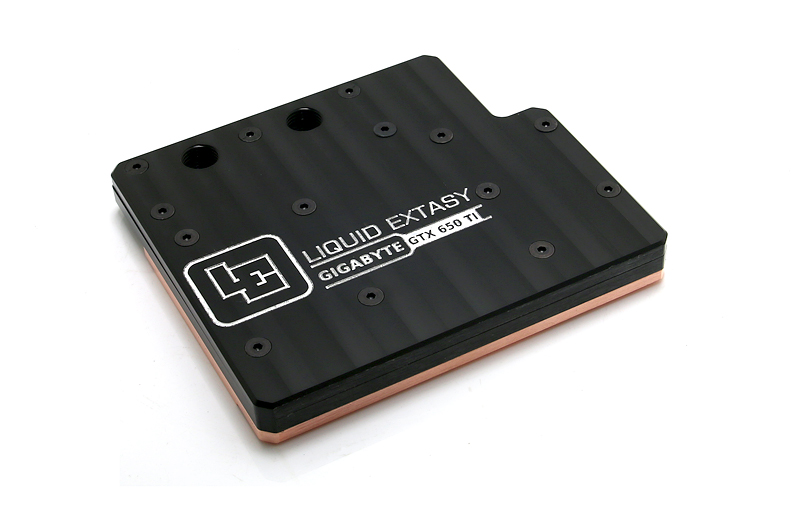
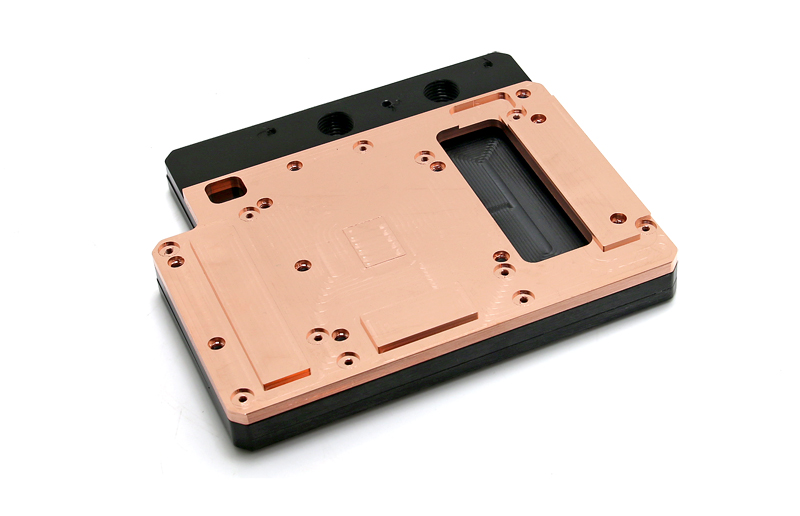
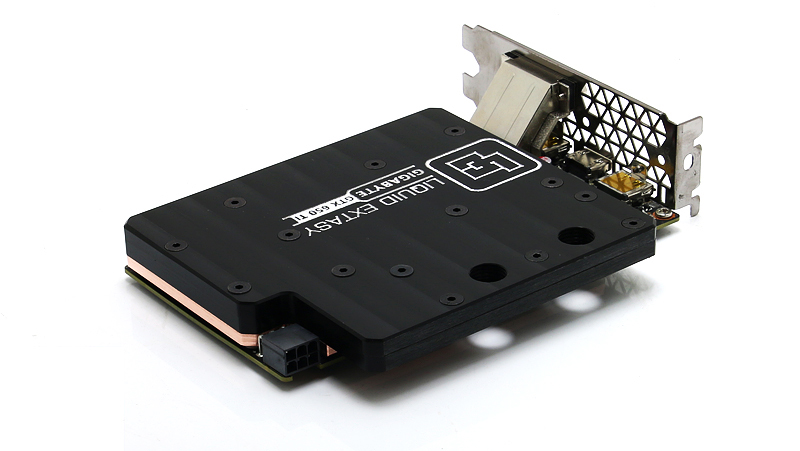
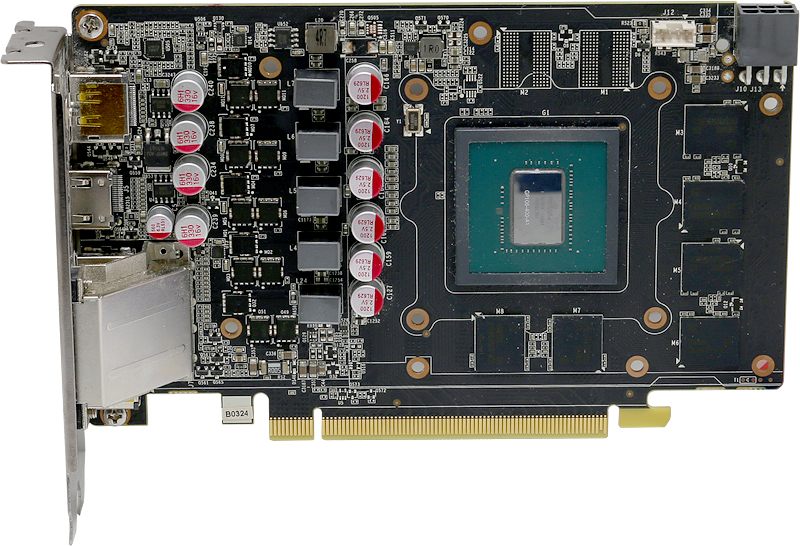
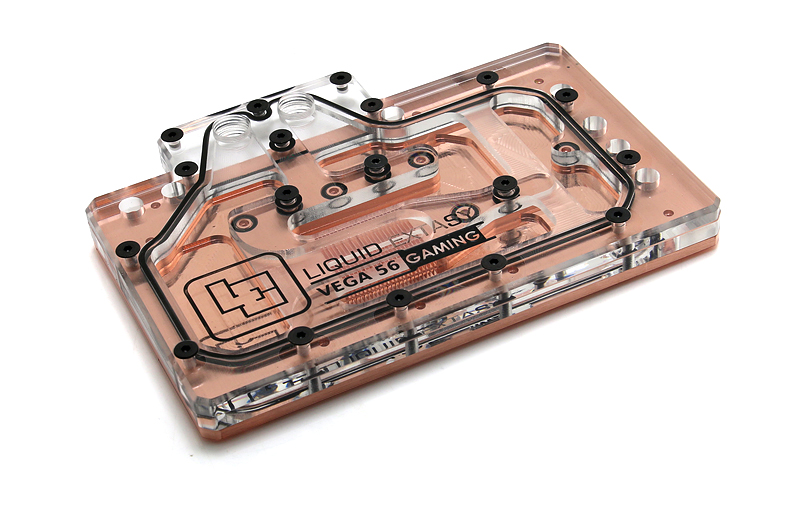
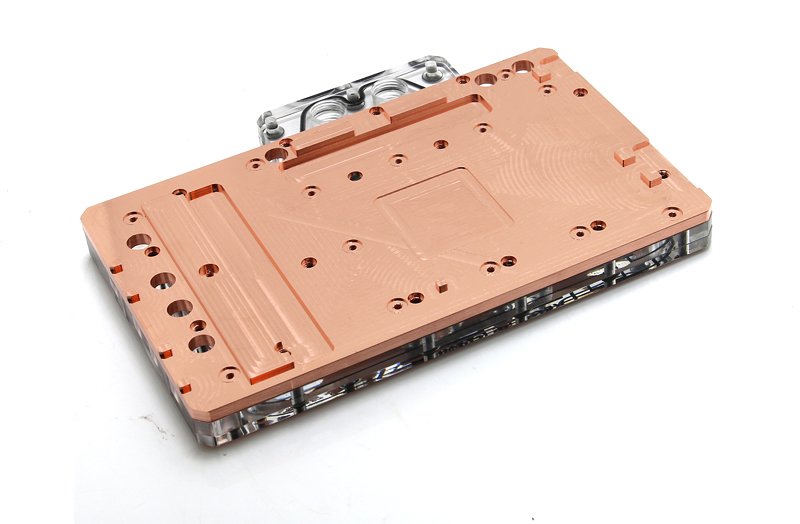
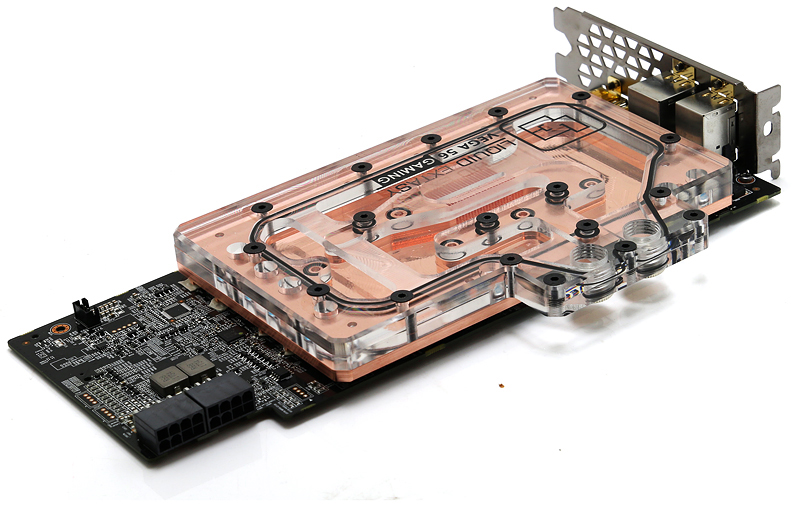
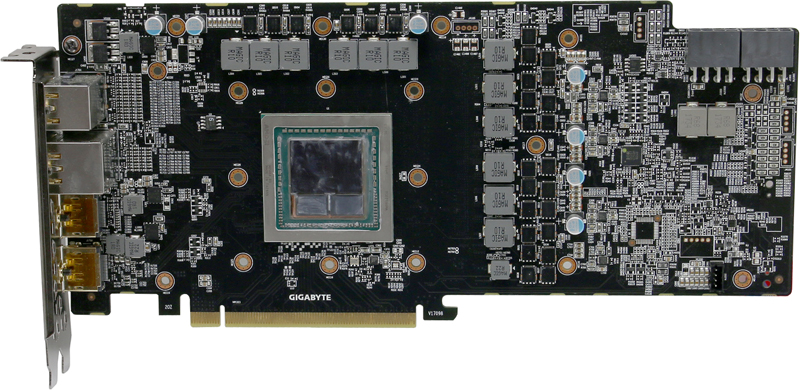
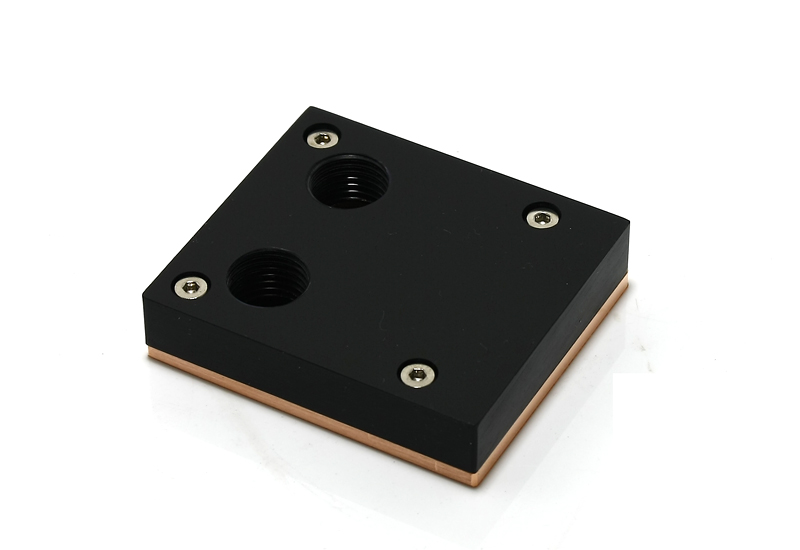
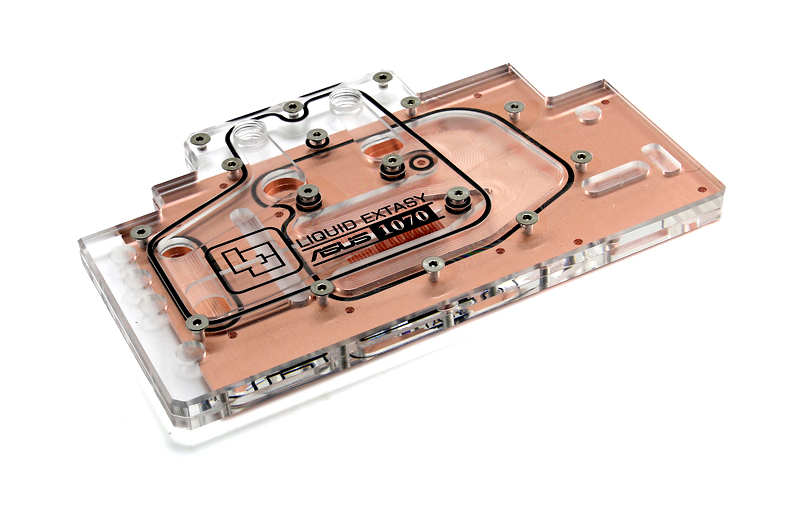
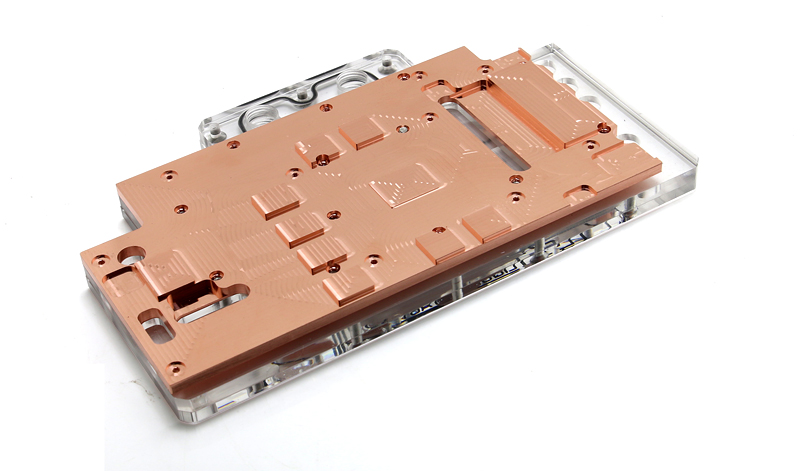
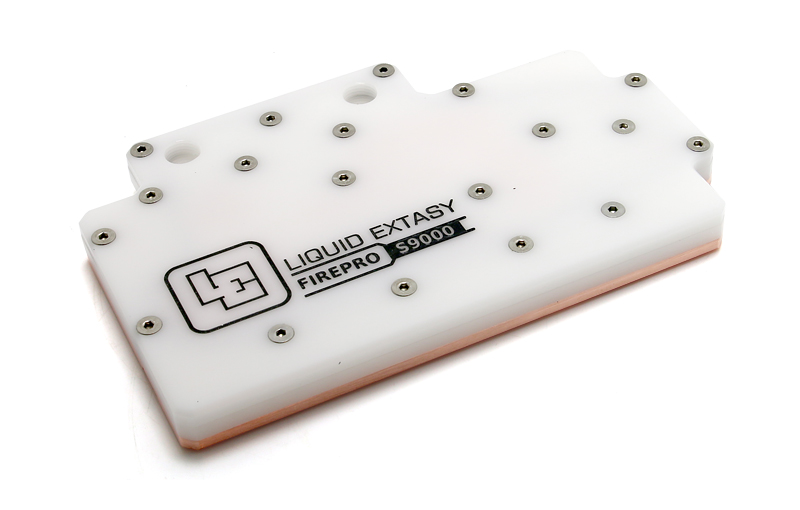
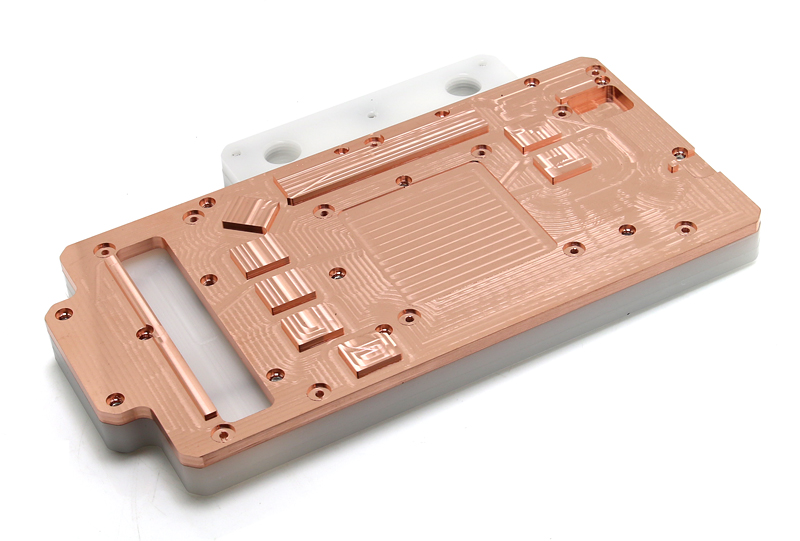
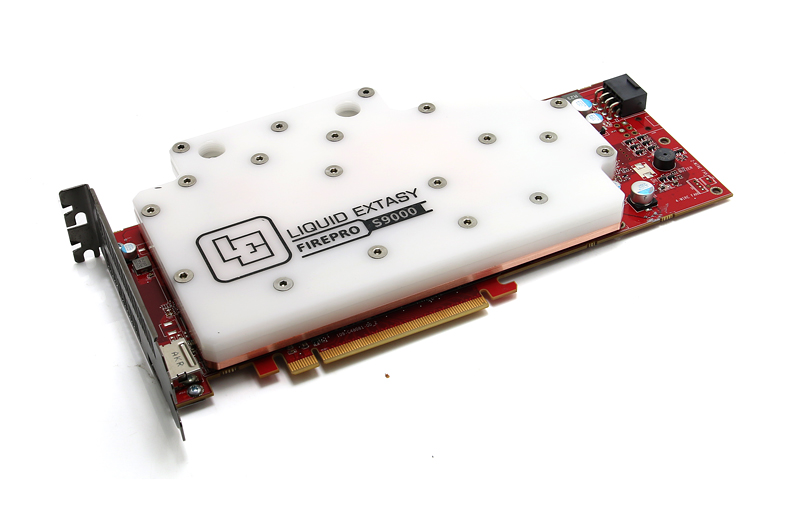
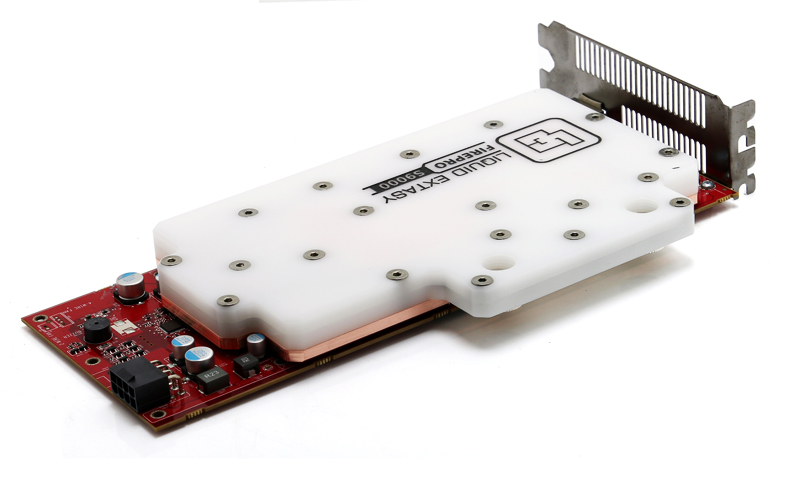
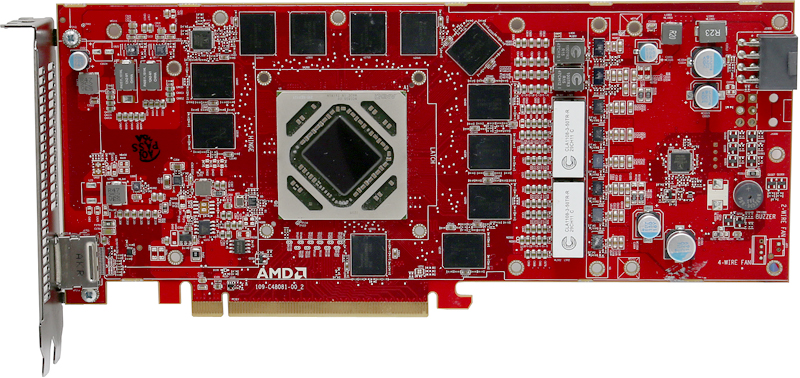
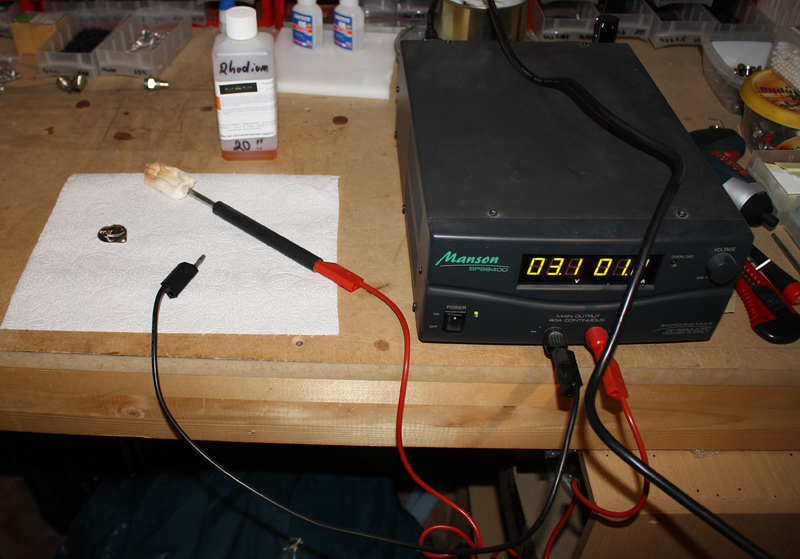
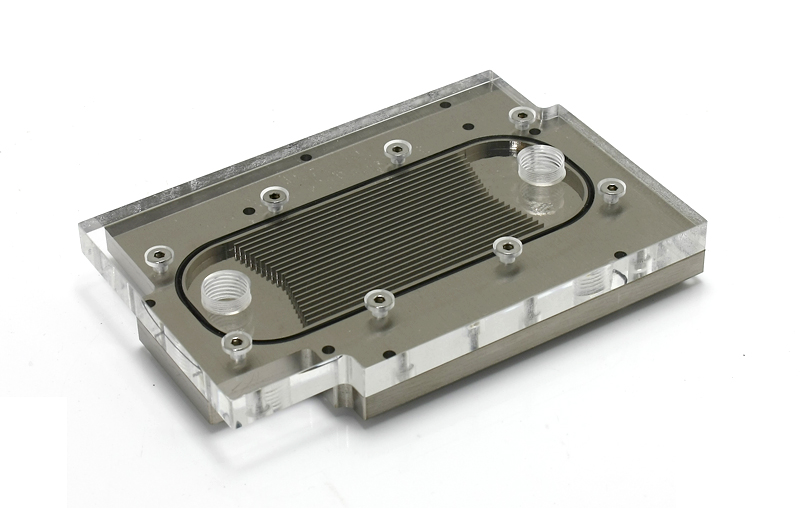
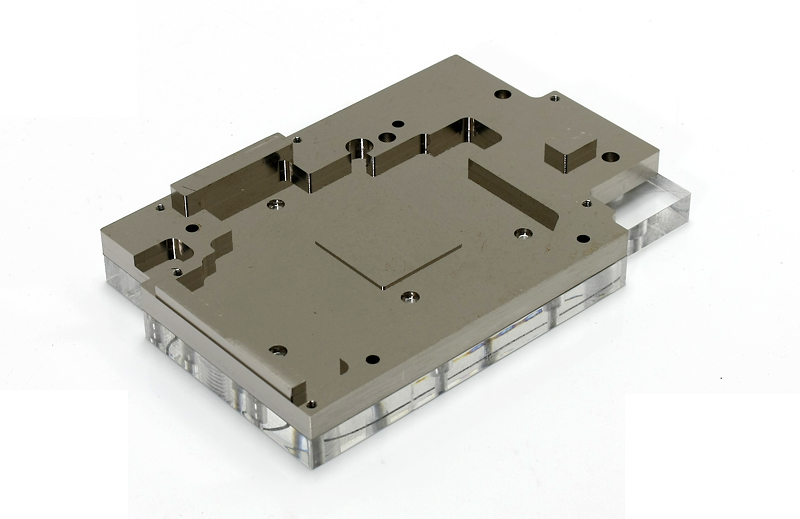
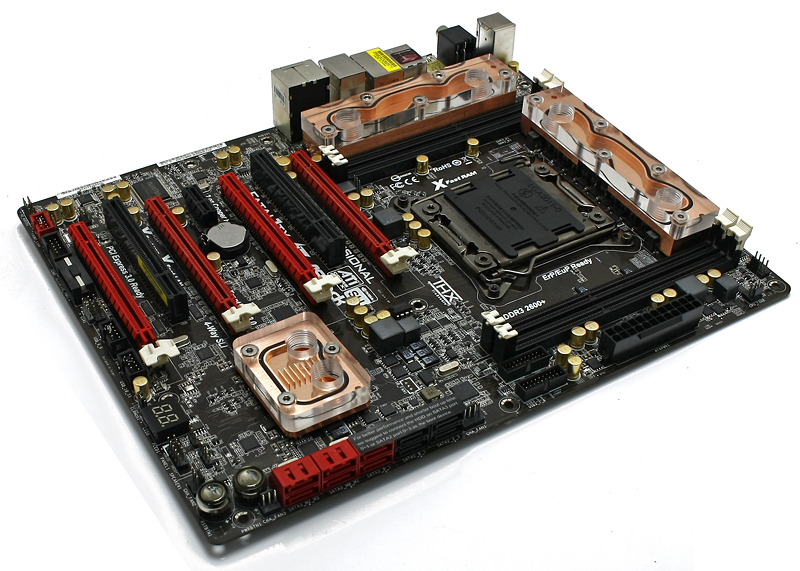
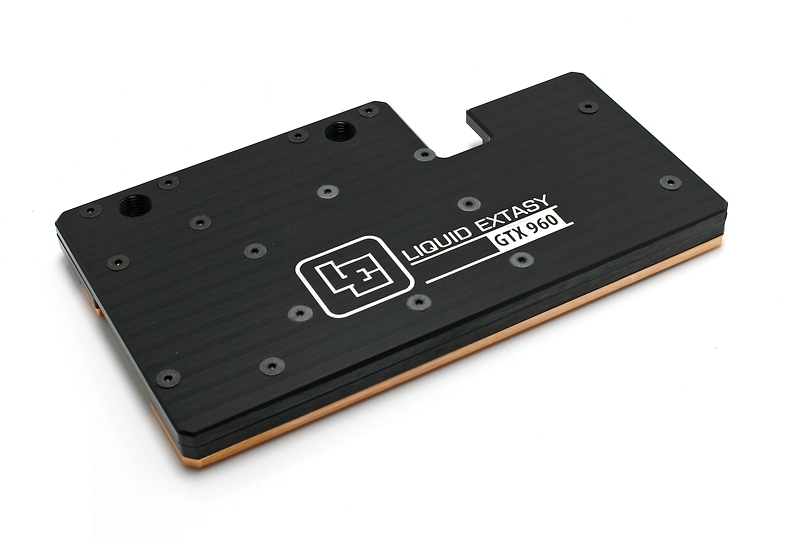
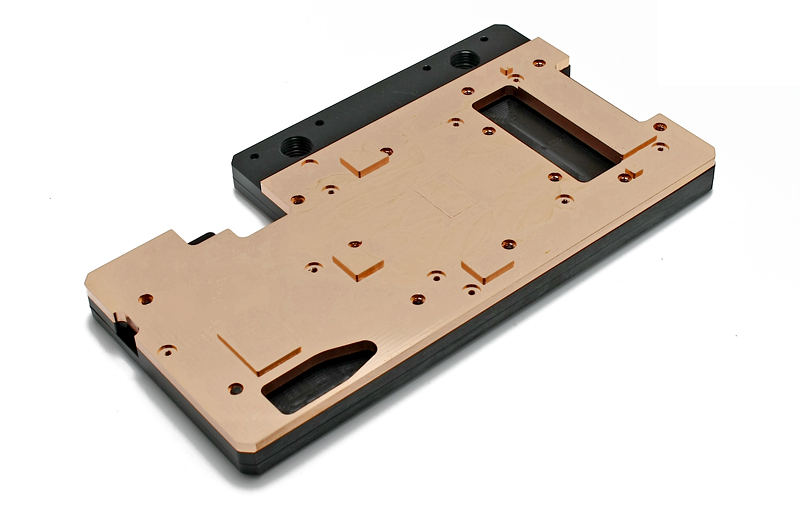
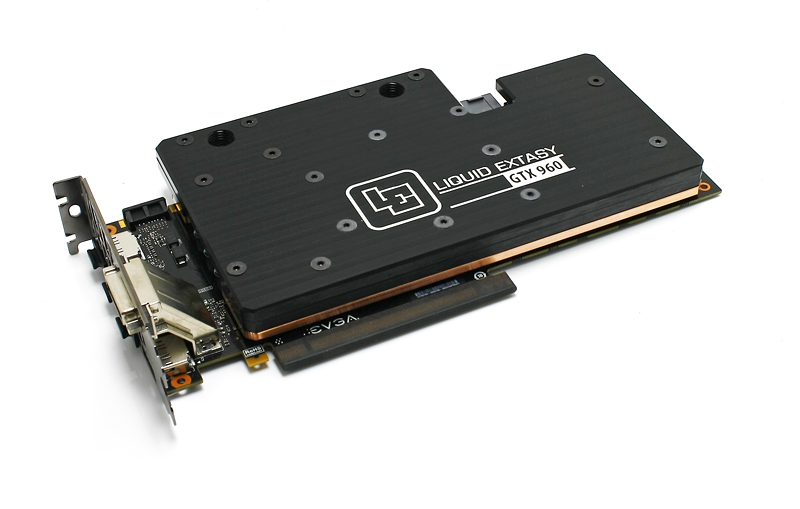
Kommen wir zu den Kühlern:
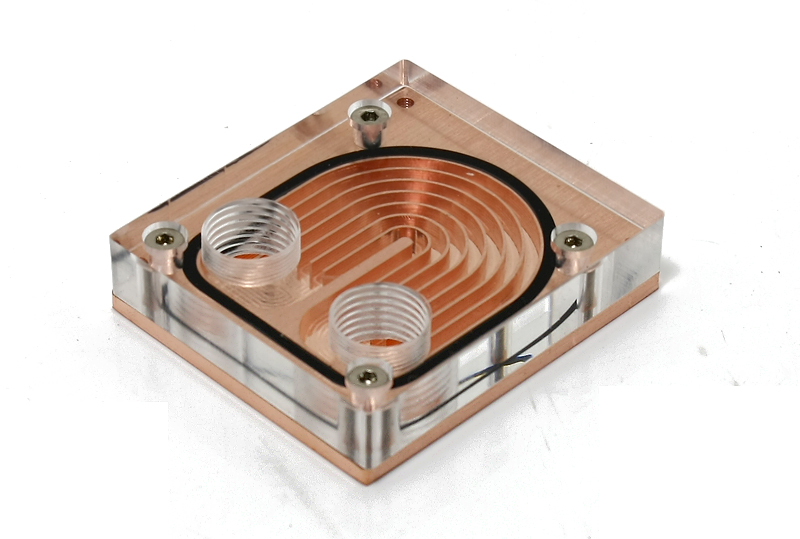
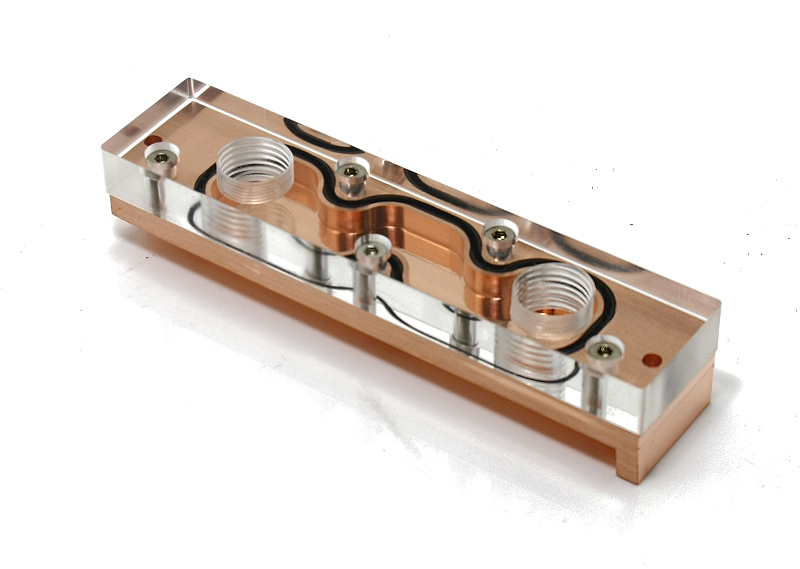
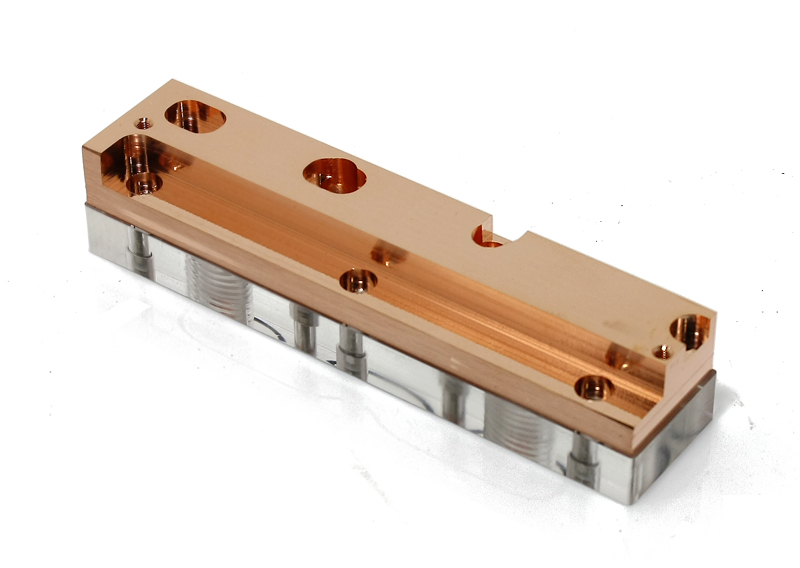
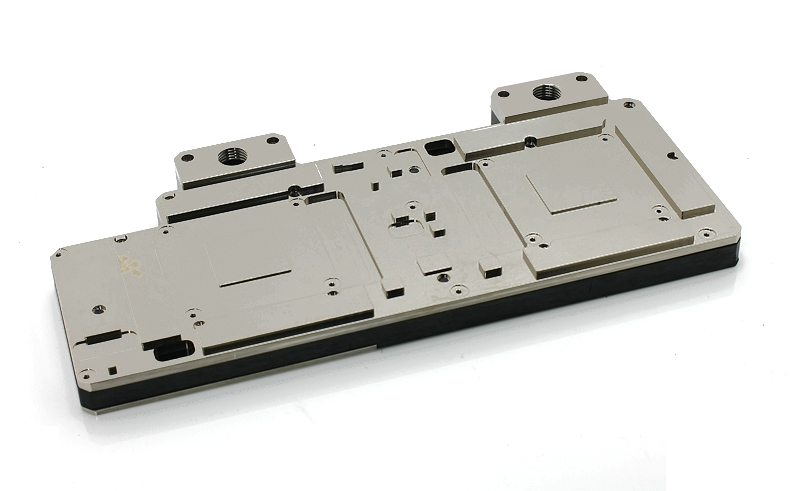
Heute gibt es Kühler für das Asus X99M WS, Asus X79 Fat. Pro und die EVGA GTX 960 4GB SSC Gaming ACX 2.0+. Weitere Bilder gibt es vom Asus Z170L Gaming und Palit GTX Titan Z
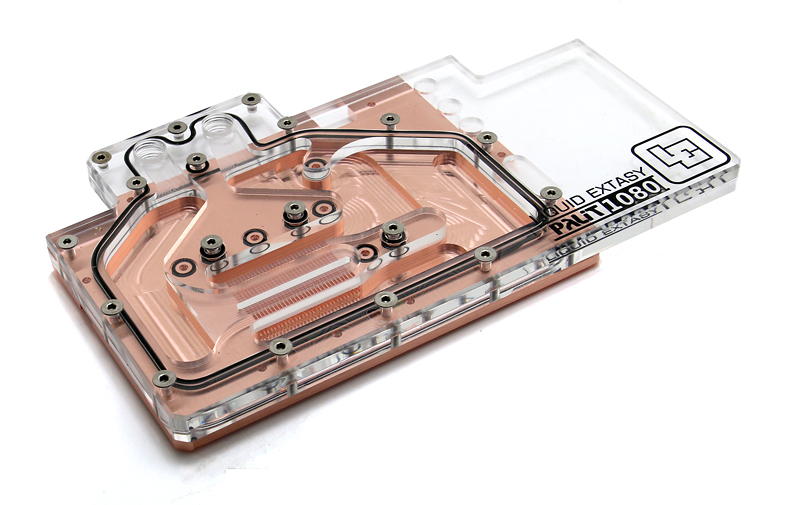
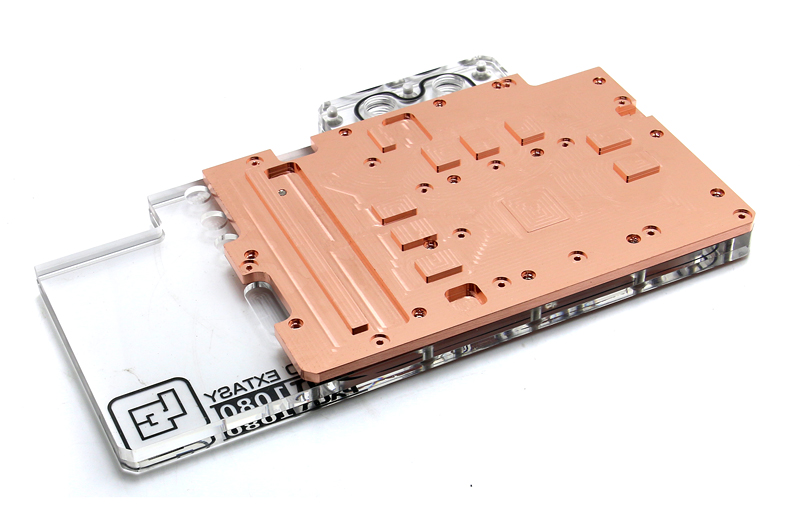
Palit Titan Z

Asus Z170L Gaming Pro
Asus X99M WS




Asrock X79 Fatality Pro

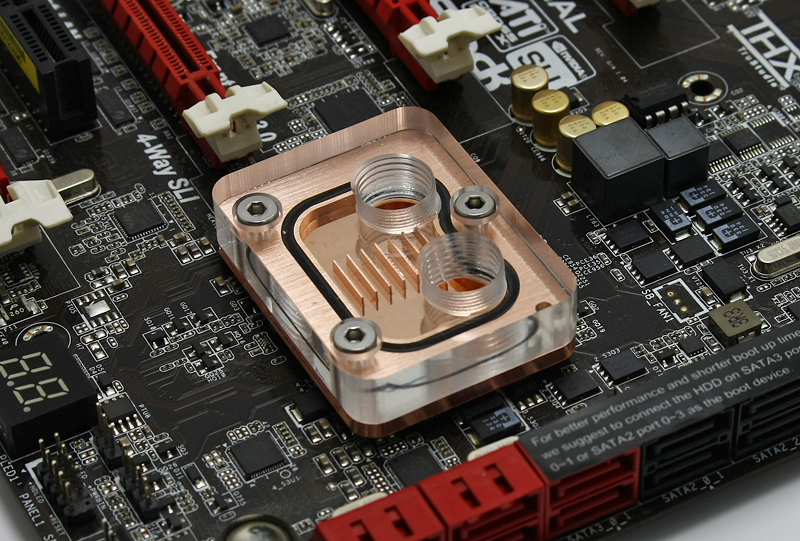




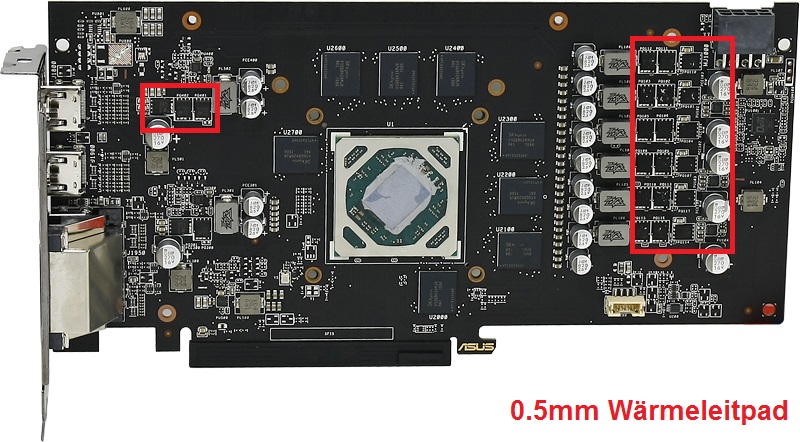
EVGA GTX 960 4GB SSC Gaming ACX 2.0+

es gibt wieder ein paar Neuigkeiten.
Zunächst sieht es danach aus das meine Bf20 Vario in der Tat im laufe des kommenden Jahres rausfliegt und dort eine neue Selbstbau Portalfräsemaschine Platz findet.
Eckdaten:
Verfahrweg: 950x400x200mm
Linearführungen Größe 35/30
Pneumatisches Werkzeugwechselsystem mit 20 Werkzeugen, 2.2Kw, 24.000U/min
600W Servos 1:3 untersetzt befeuert von UHU's
Positioniergeschwindigkeit: 4m-6m/min
Kugelumlaufantriebe Größe 20 auf allen Achsen
Ziel ist es mit der Maschine so fräsen zu können wie jetzt.
Beispielvideo von meine Bf20 Vario:
Du hast keine Berechtigung, den Link zu sehen, bitte Anmelden oder Registrieren
Allerdings genauer, schneller und mit pneumatischen Werkzeugwechsel sowie um das 10fache an Verfahrweg. Bevor aber etwas passiert werde ich mein Ultraschallgerät mit einer Pumpe, Filter und Gestell ausstatten damit die Reinigung einfacher und schneller von statten geht.
Das aktuelle WZW Projekt wird wohl in den kommenden 2 Wochen abgeschlossen. Der Werkzeuge werden nächste Woche vermessen und auch der Kompressor wird das Mundwerk gestopft.
Kommen wir zu den Kühlern:
Heute gibt es Kühler für das Asus X99M WS, Asus X79 Fat. Pro und die EVGA GTX 960 4GB SSC Gaming ACX 2.0+. Weitere Bilder gibt es vom Asus Z170L Gaming und Palit GTX Titan Z
Palit Titan Z
Asus Z170L Gaming Pro
Asus X99M WS
Asrock X79 Fatality Pro
EVGA GTX 960 4GB SSC Gaming ACX 2.0+