Hallo,
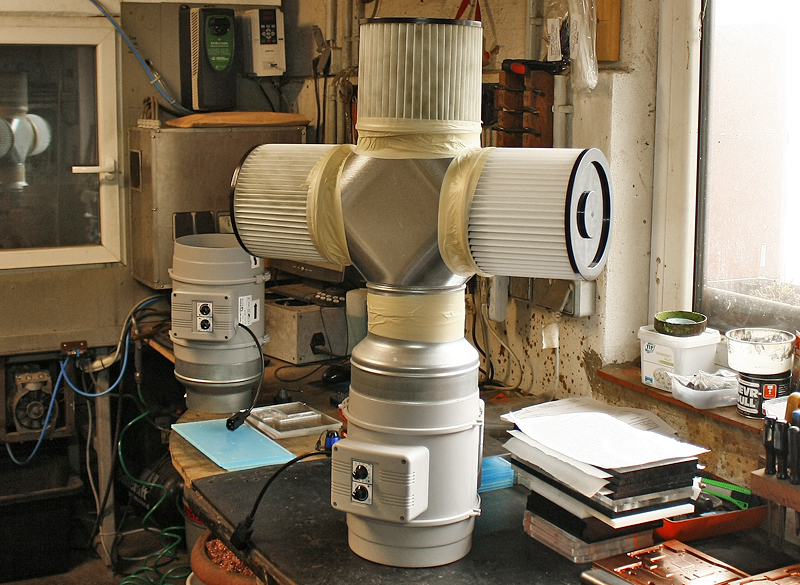
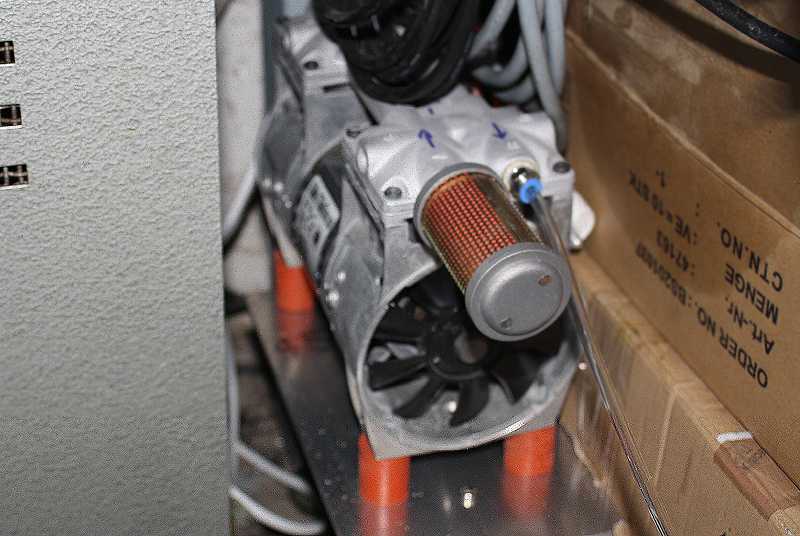
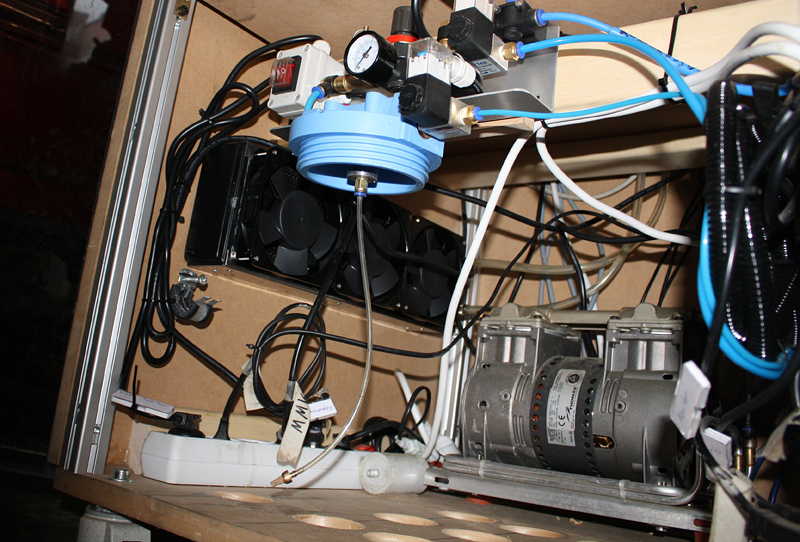
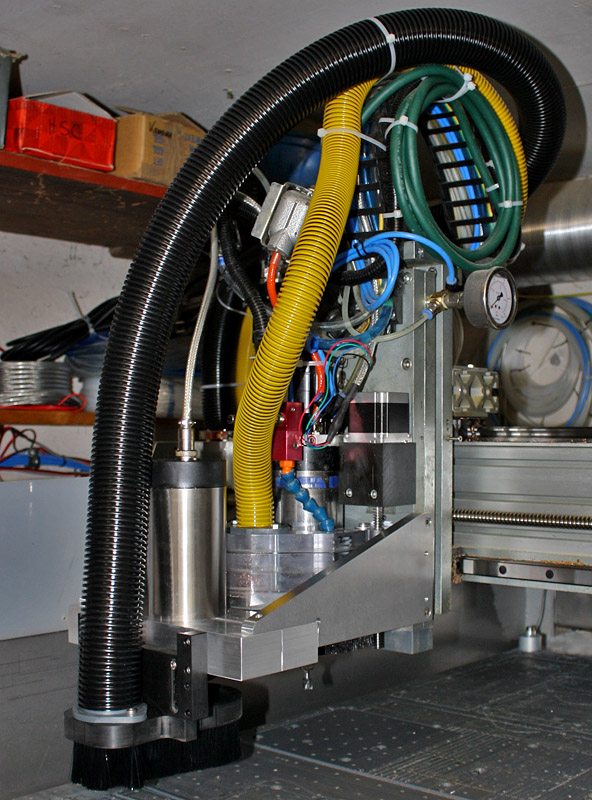
gut Ding will Weile haben... ... wobei, so gut ausgeführt habe ich das als ehemaliger Profi nicht. Man hätte die eine oder andere Schelle mehr setzen können. Man hätte besser planen können sodass man ein 150er Rohr nicht mit einer 200er Schelle befestigen müsste
🙂 Man hätte mehr mit Bögen arbeiten können anstatt mit Flexrohr. Aber was solls. Das Ziel war nicht die perfekte Ausführung sondern das ist es die Luft von Schmutzpartikeln zu befreien. Das es davon eine ganze Menge in der Luft gibt haben die Filter gezeigt. Ich habe die Anlage schon mal laufen lassen. Mit der Abluft kann man sich richtig die Haare föhnen. Ein Stück Flexrohr fehlt noch...
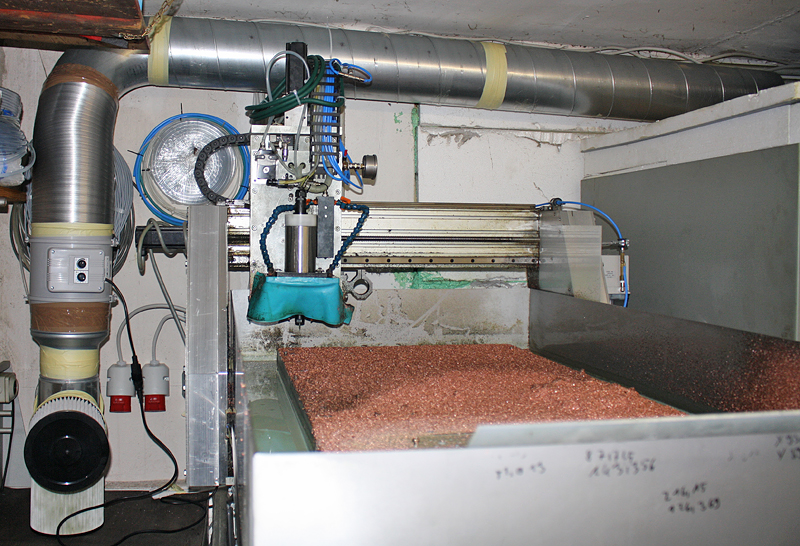
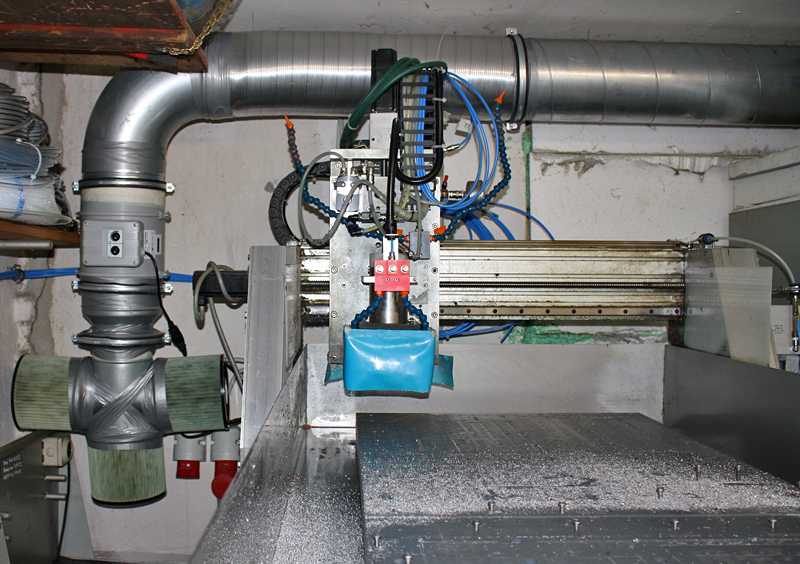
Nun kann ich theoretisch auch anfangen mit der MMKS zu arbeiten.
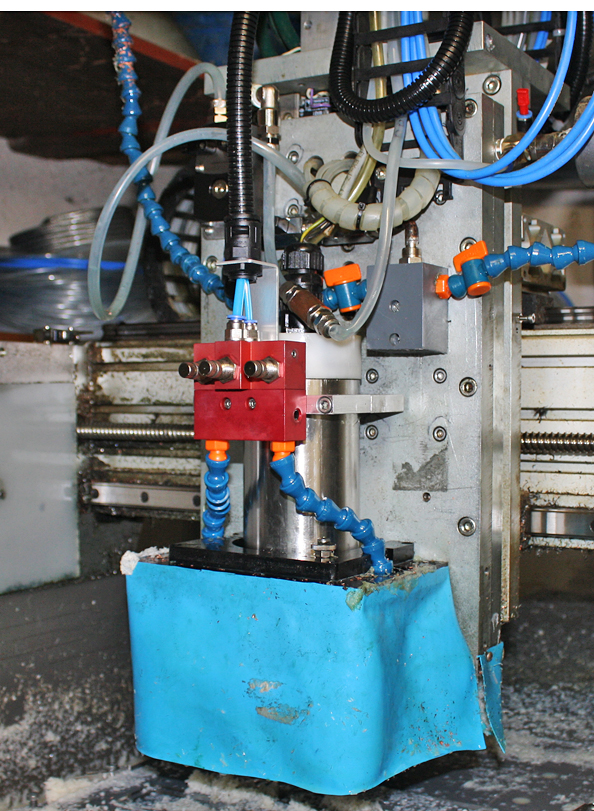
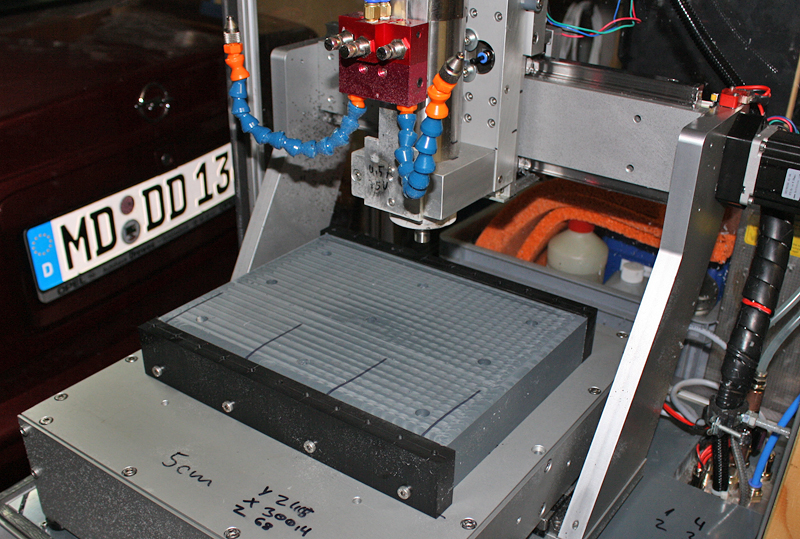
Wobei die Einstellung der Düse wirklich ne Qual ist :-(
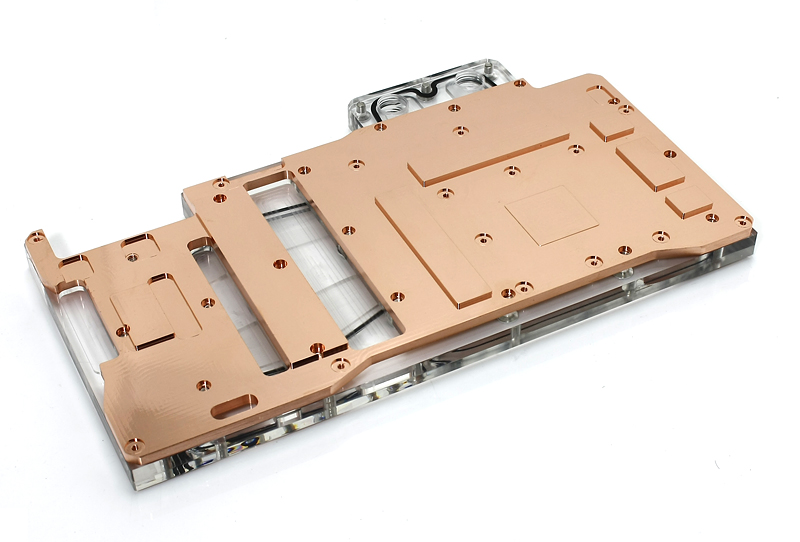
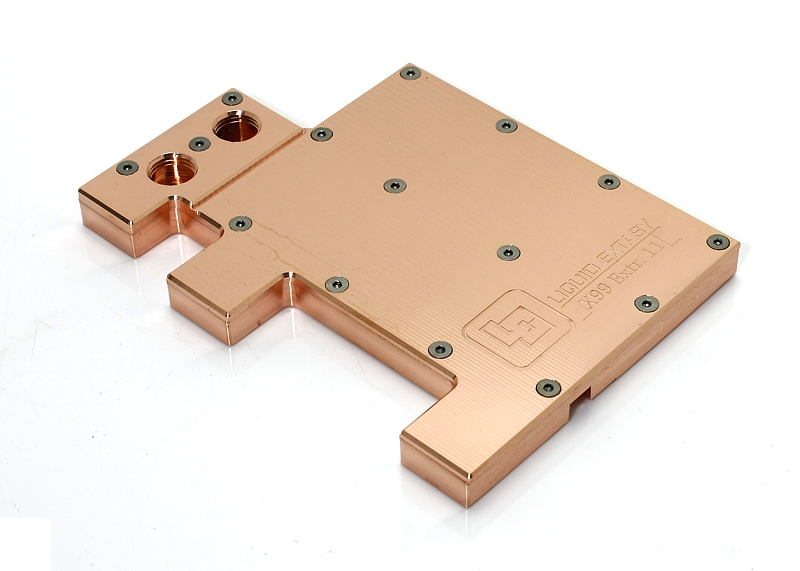
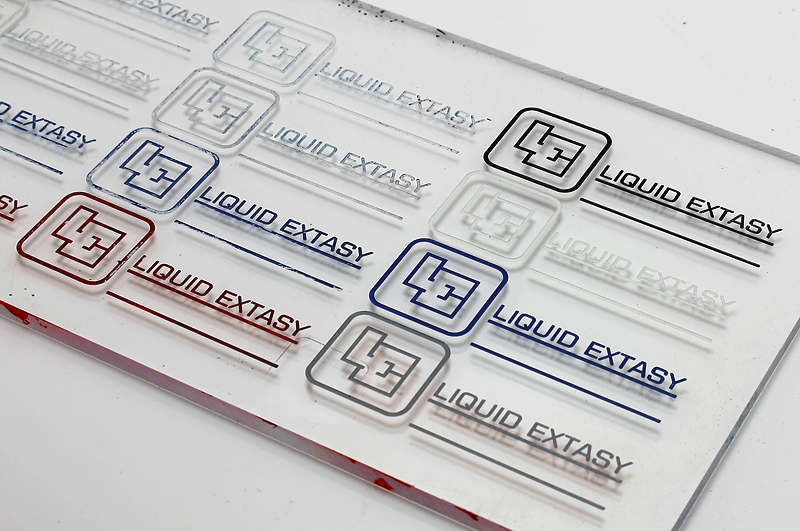
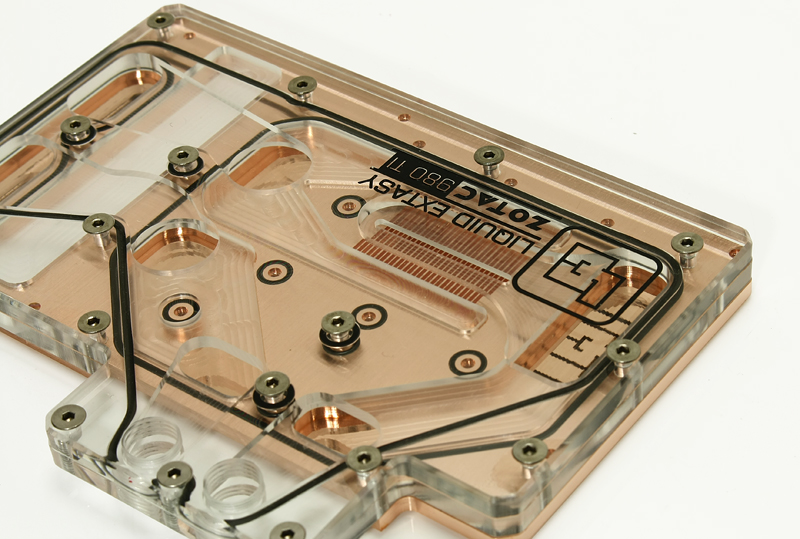
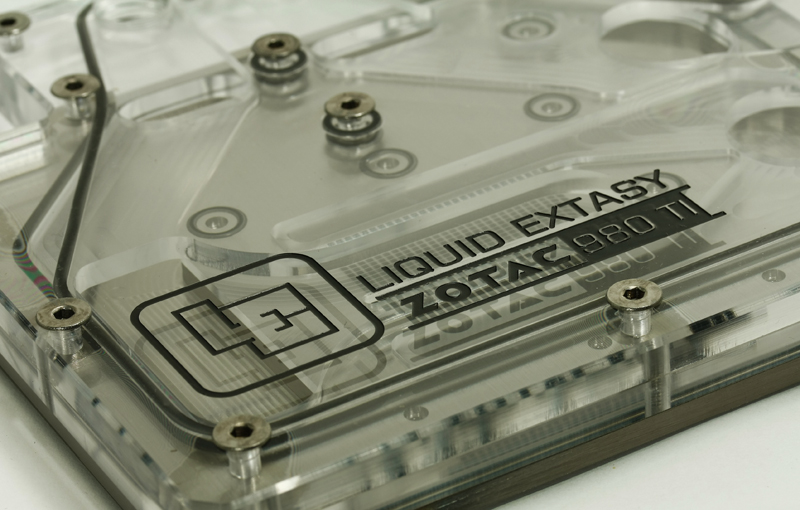
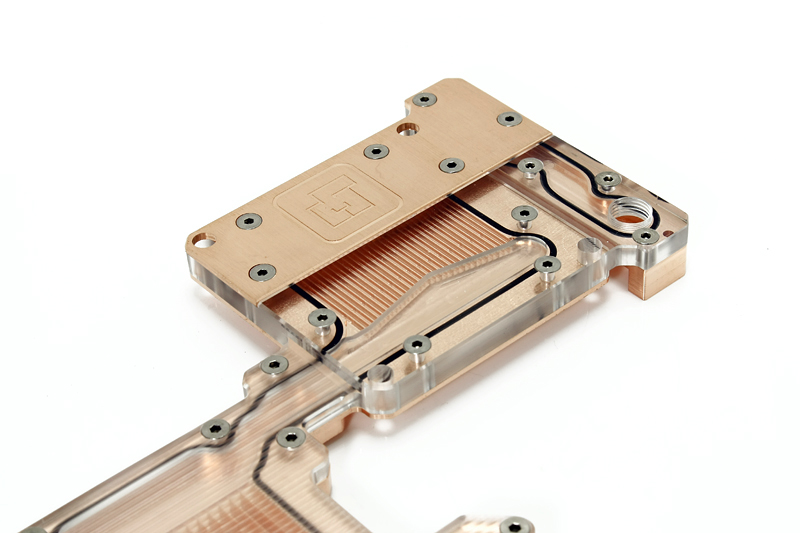
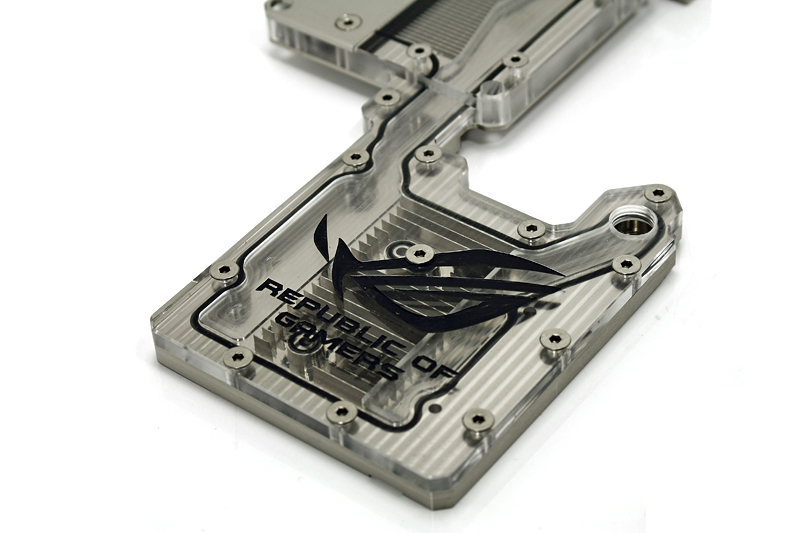
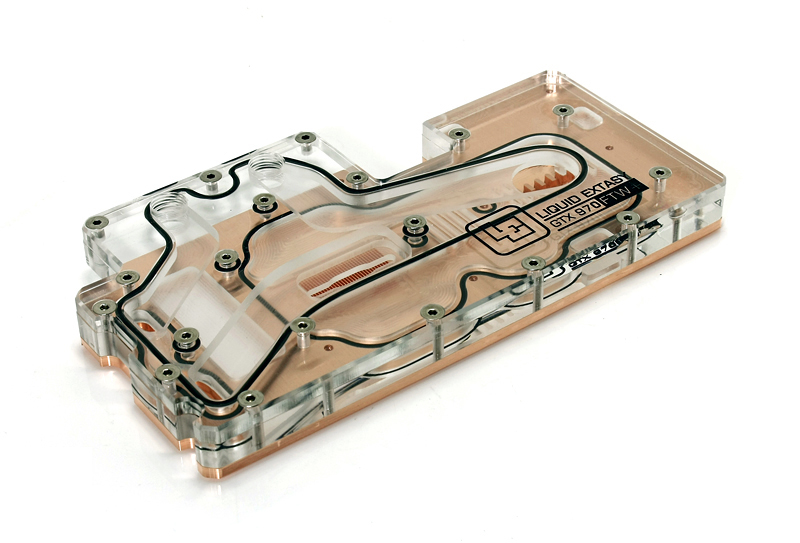
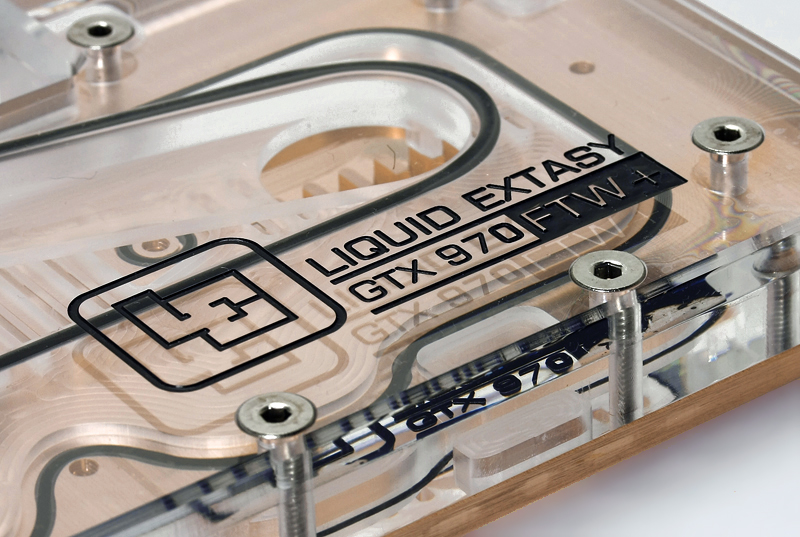
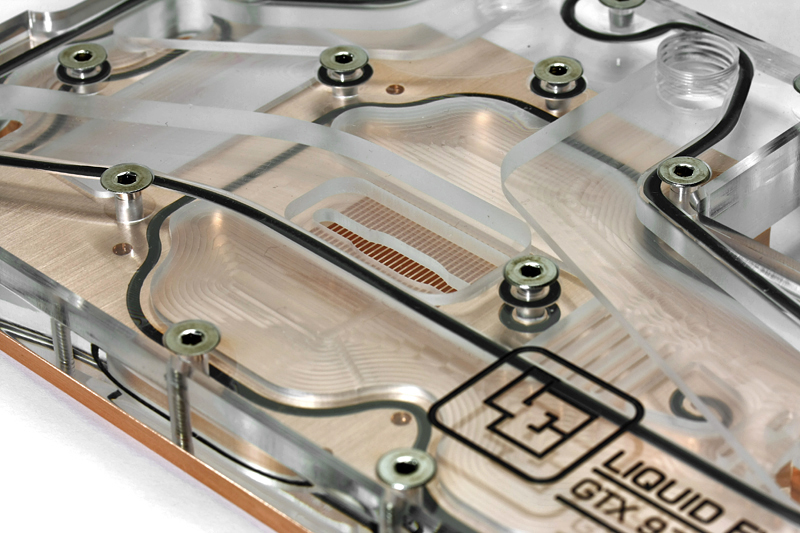
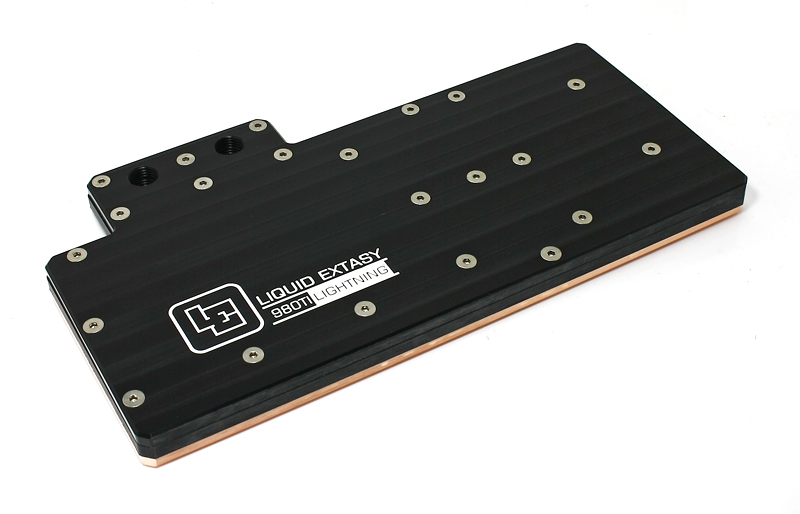
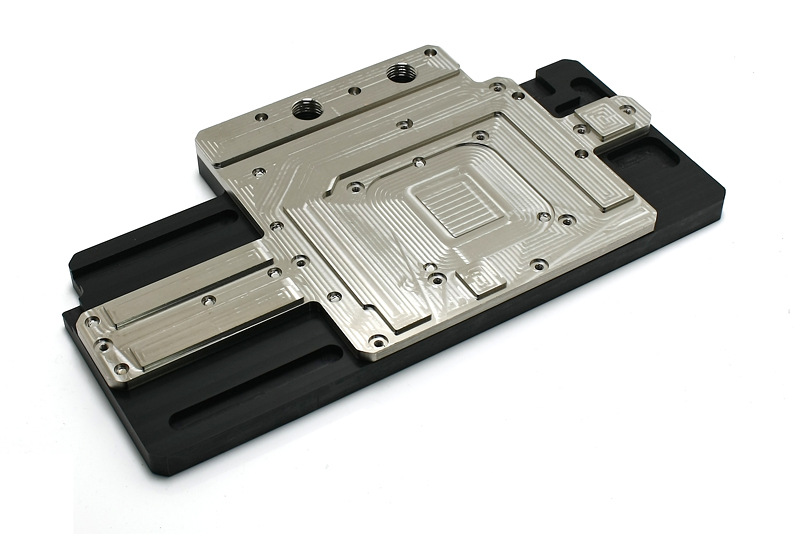
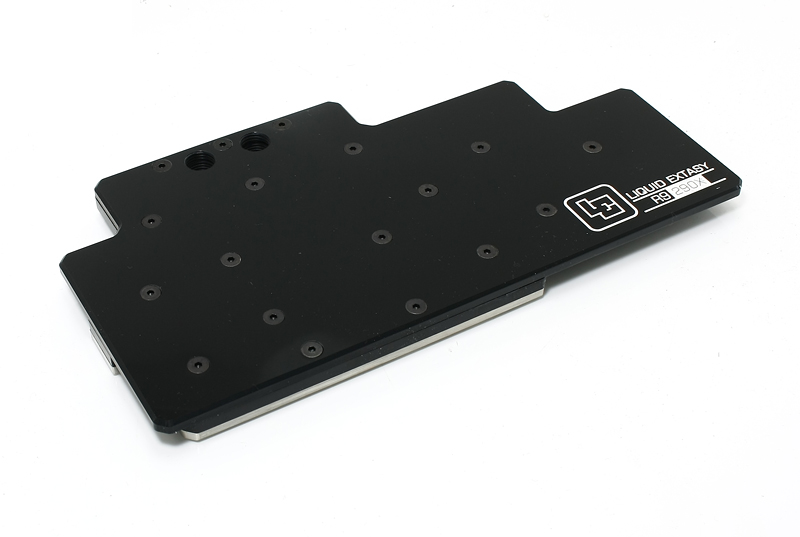
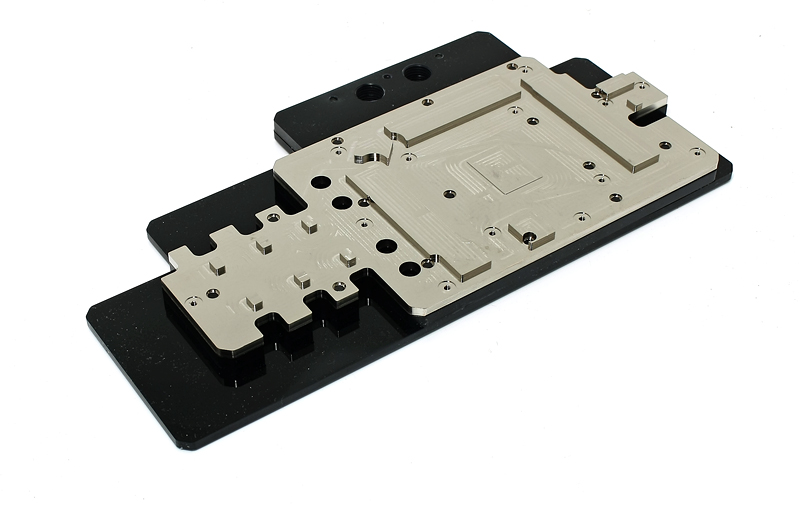
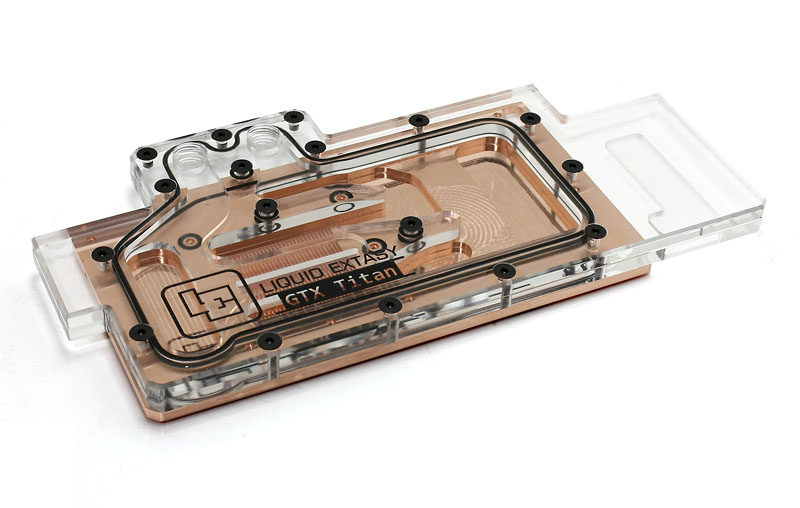
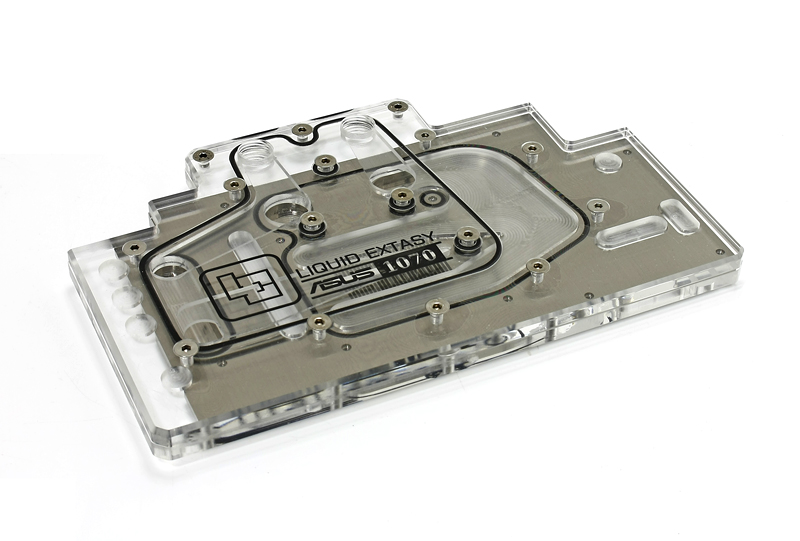
Klappt wirklich gut. Man muss aber genau darauf achten das man auch die optimalen Gravurtiefen einhält.
Graviert man zu wenig, wischt man die Farbe wieder raus. Graviert man zu tief, sieht das Ergebnis nicht optimal aus. Optimale Gravurtiefe liegt bei ~0.2mm.
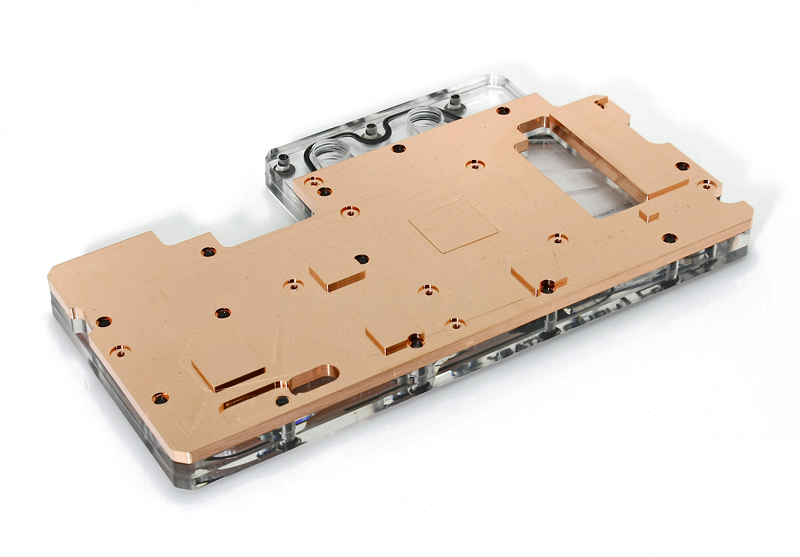
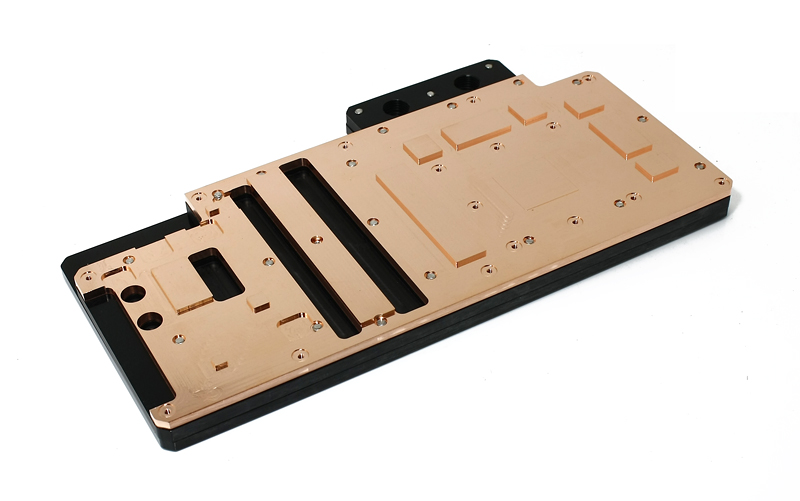
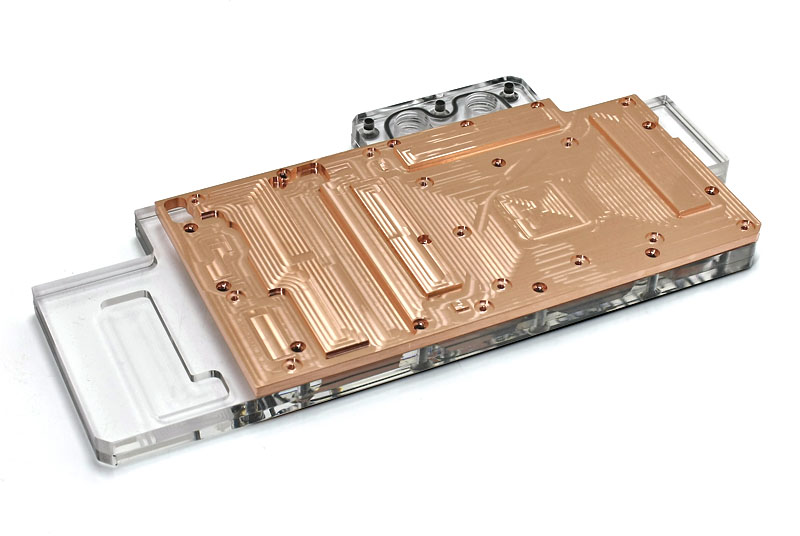
Ich prüfe demnächst mal ob das auch mit gebürsteten Kupfer gut aussieht. Das Problem wird sein die Teile zu reinigen ohne das man etwas sieht und ohne das etwas oxidiert.
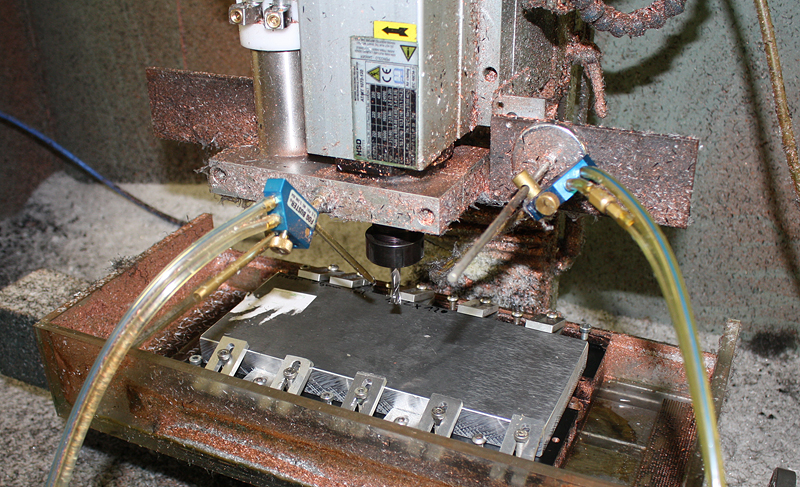
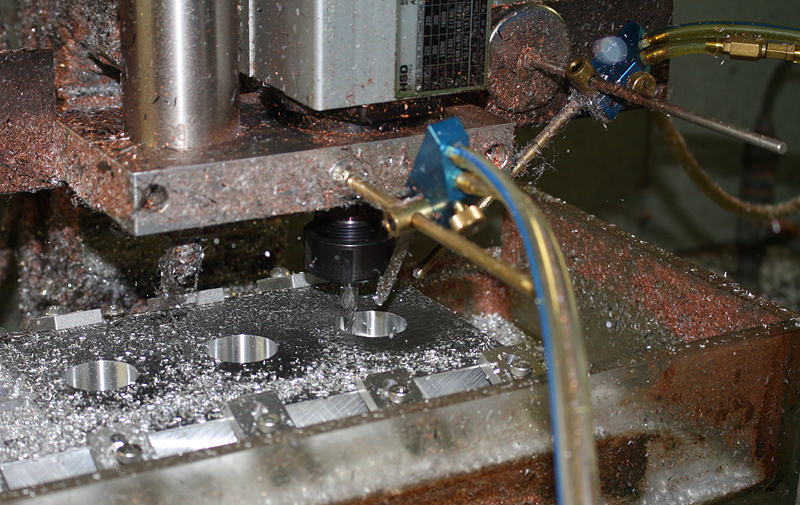
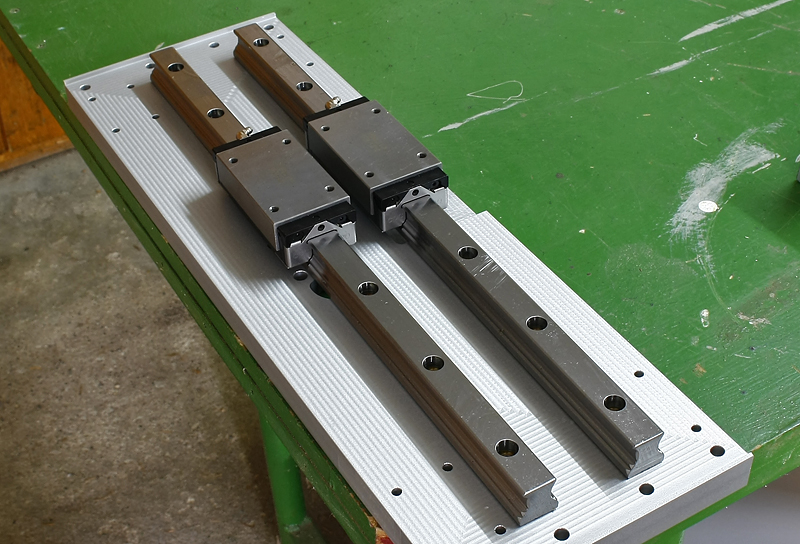
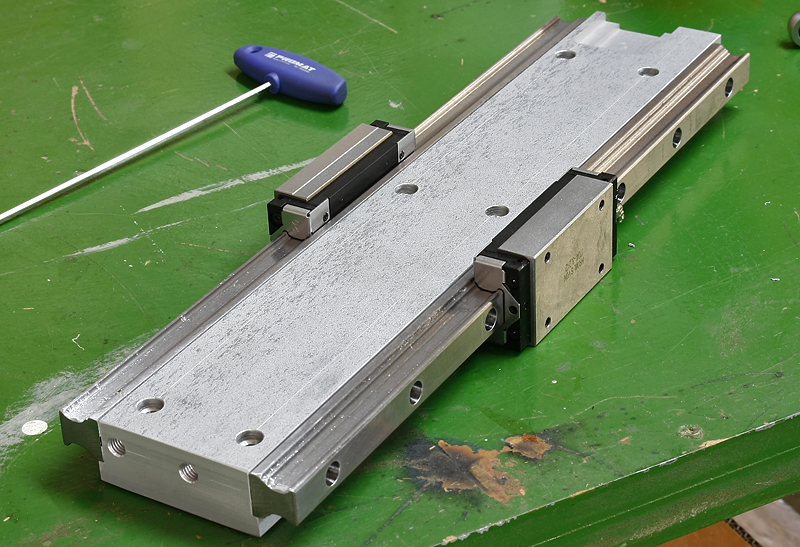
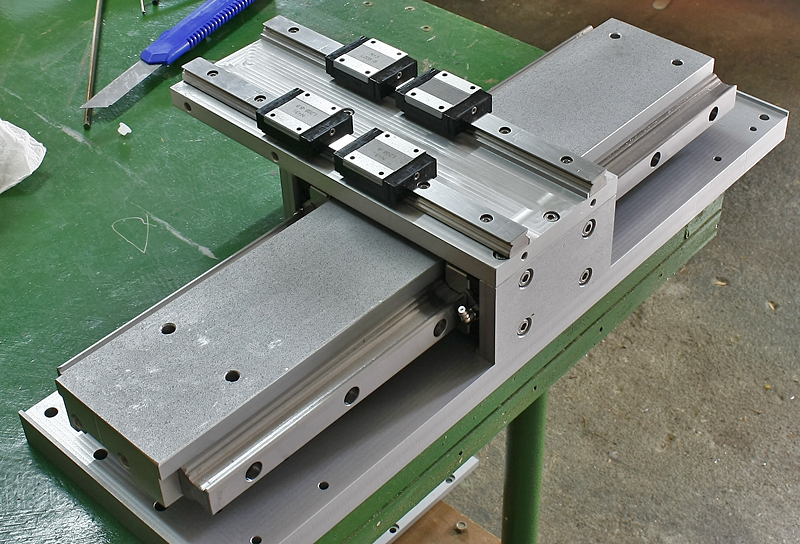
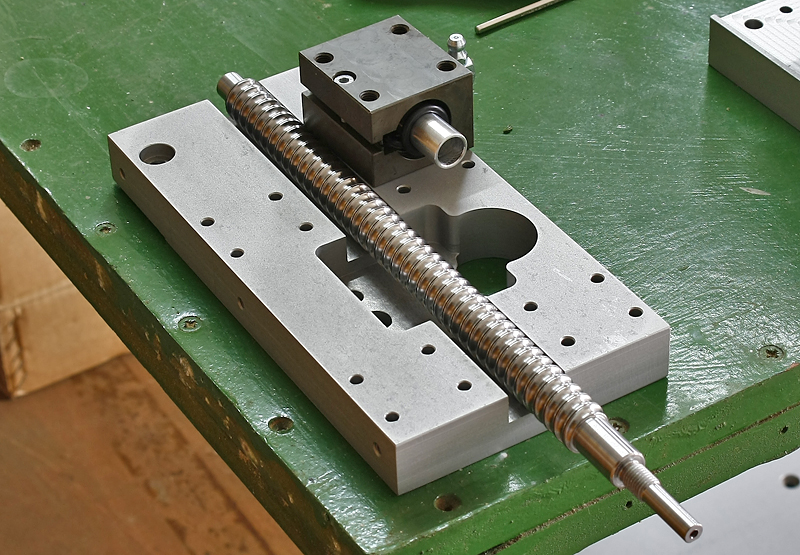
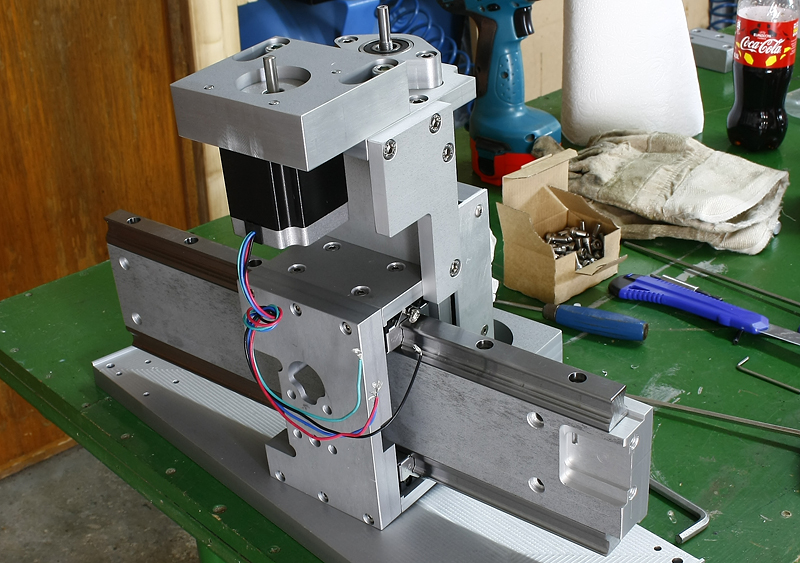
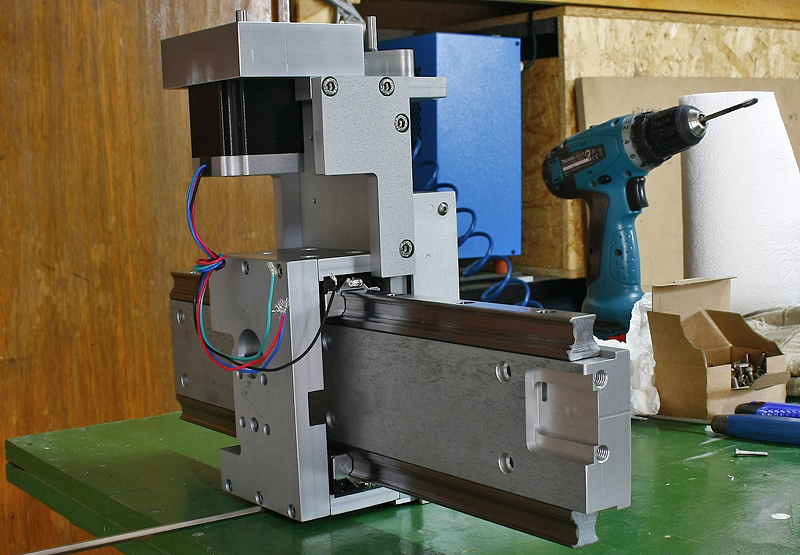
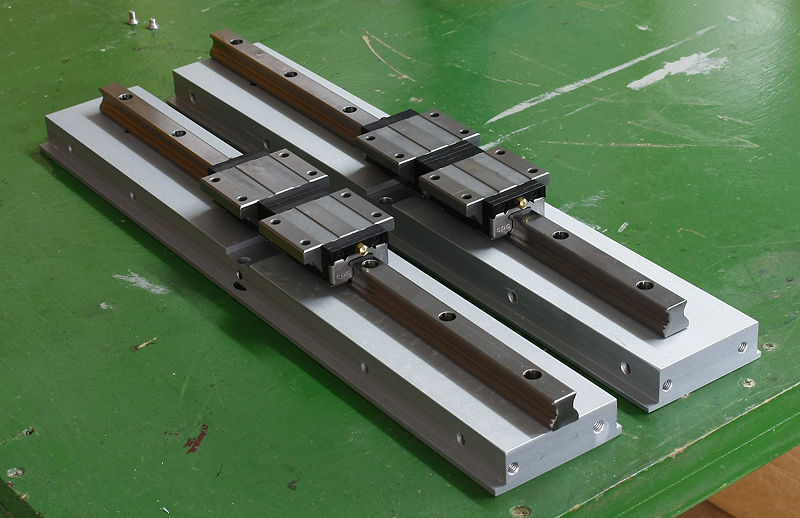
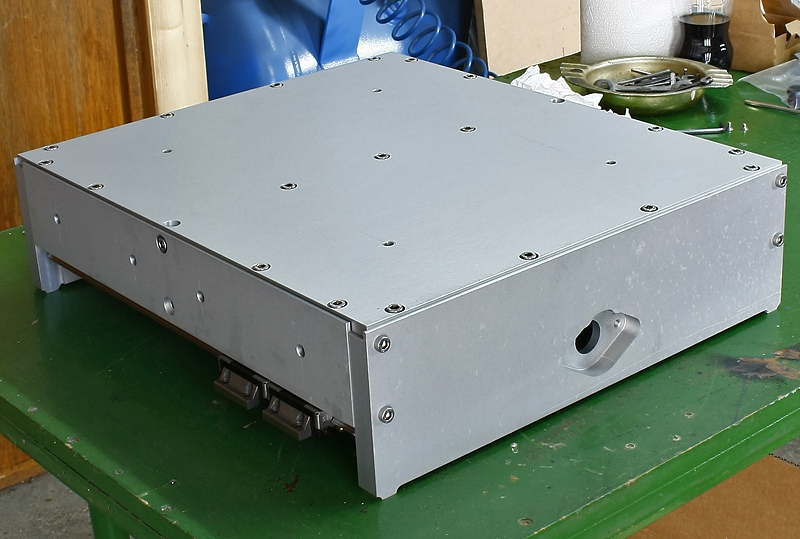
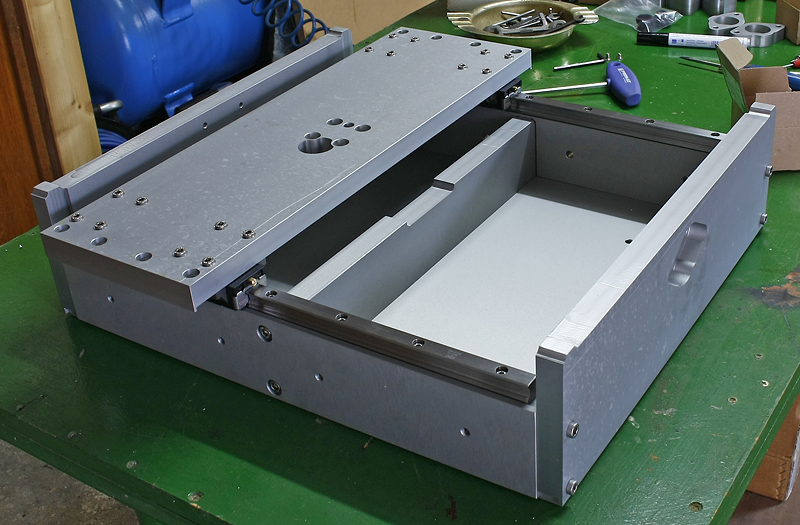
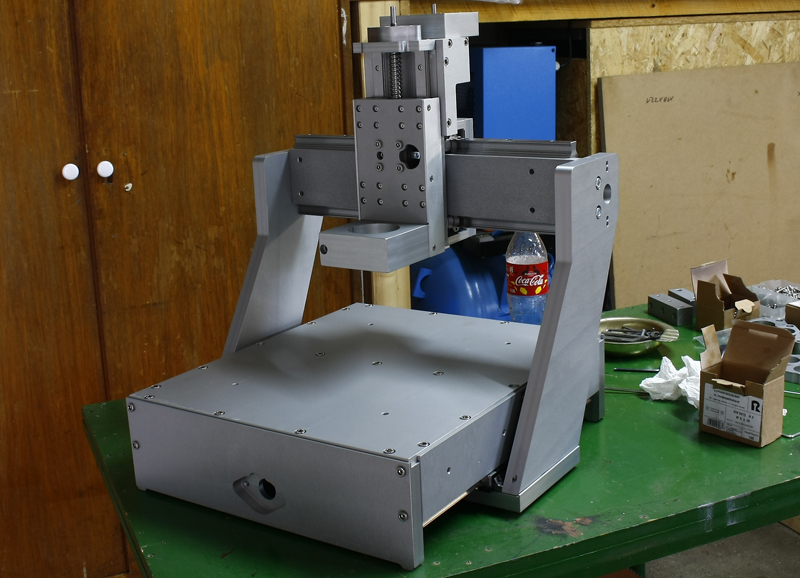
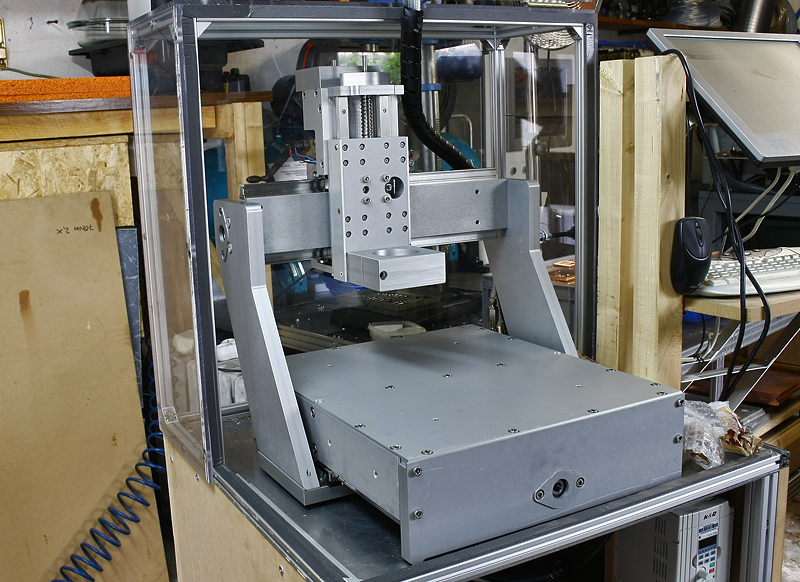
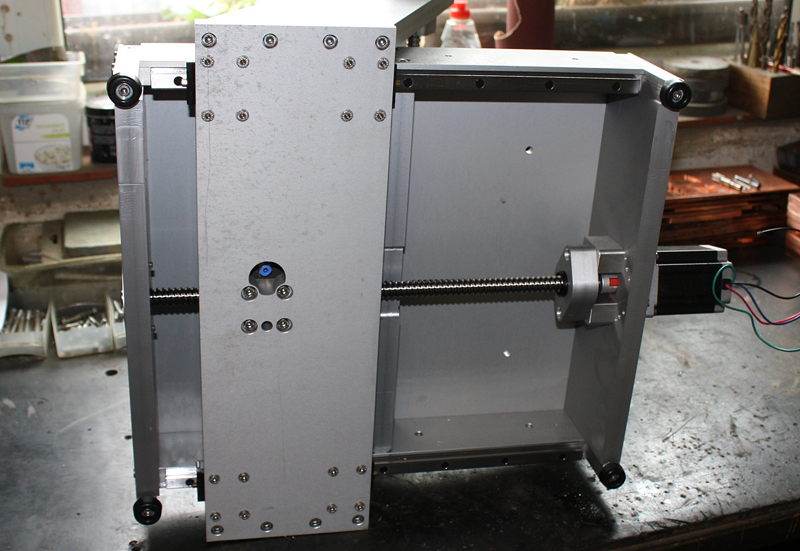
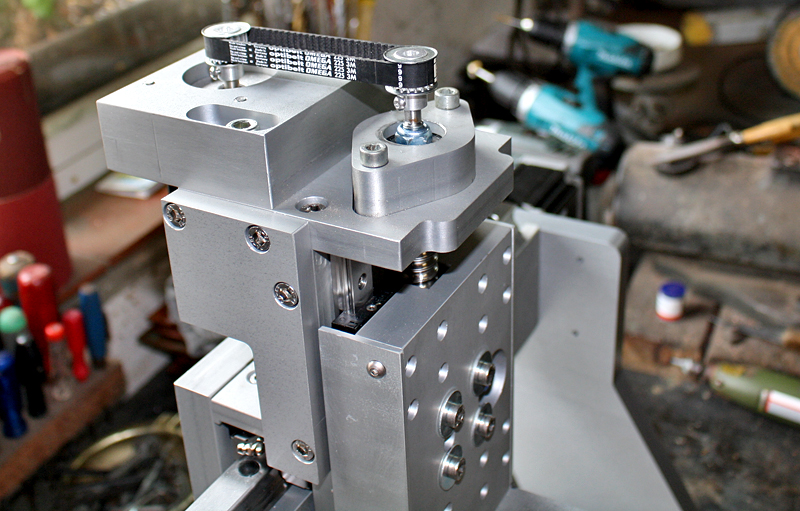
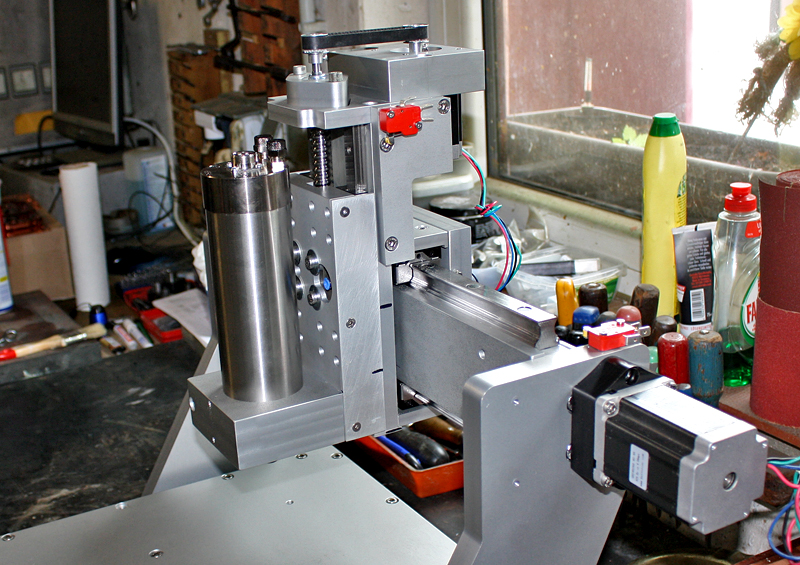
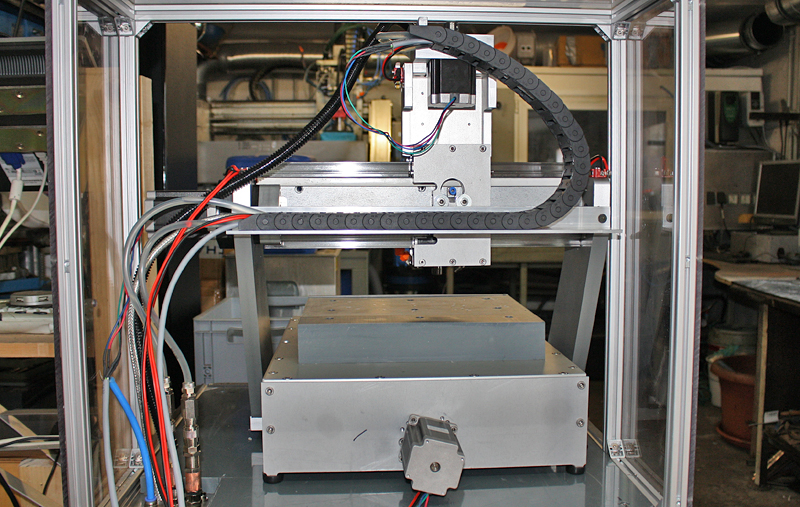
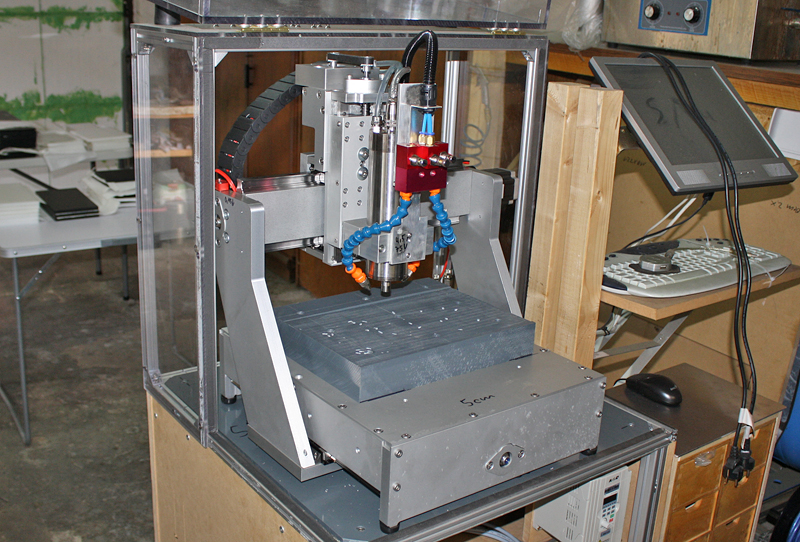
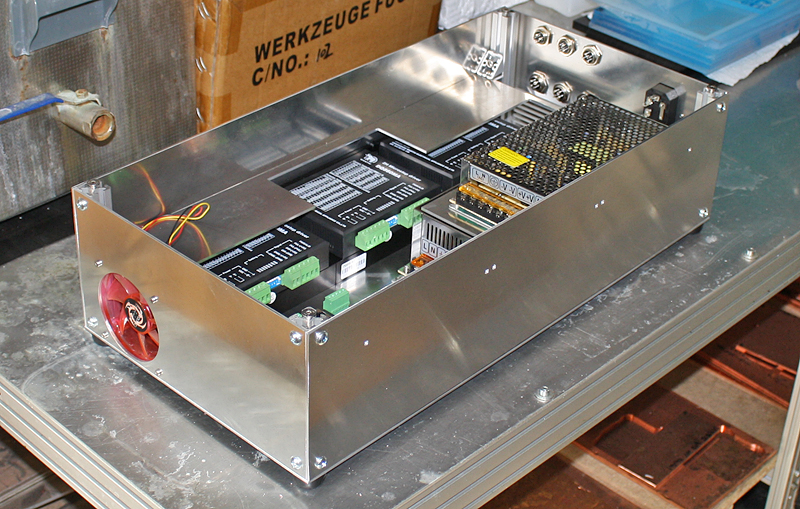
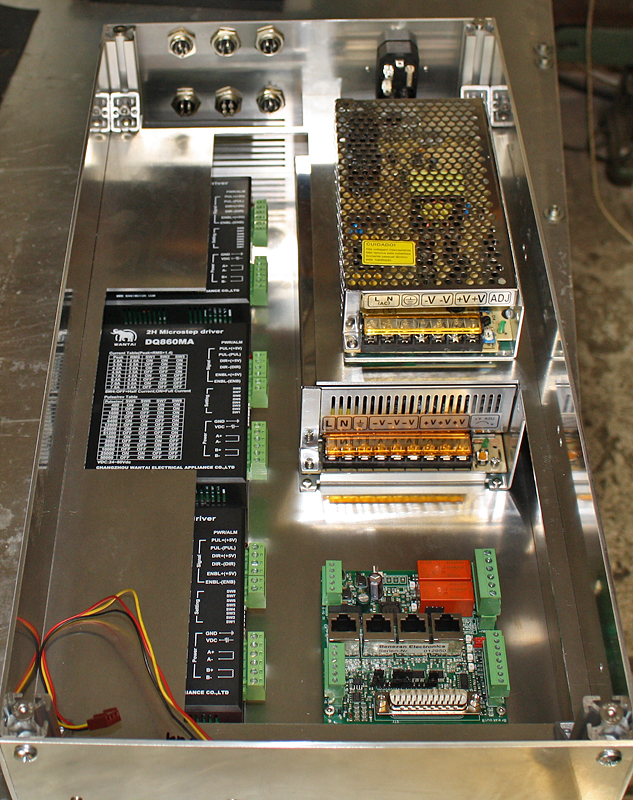
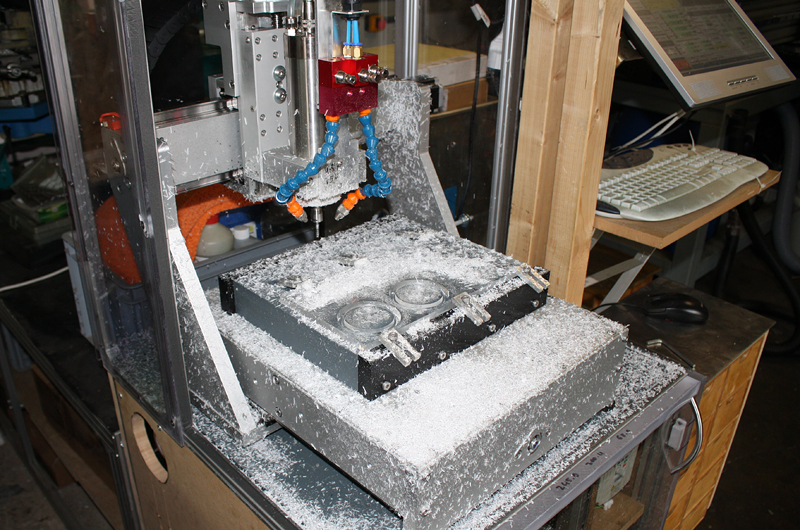
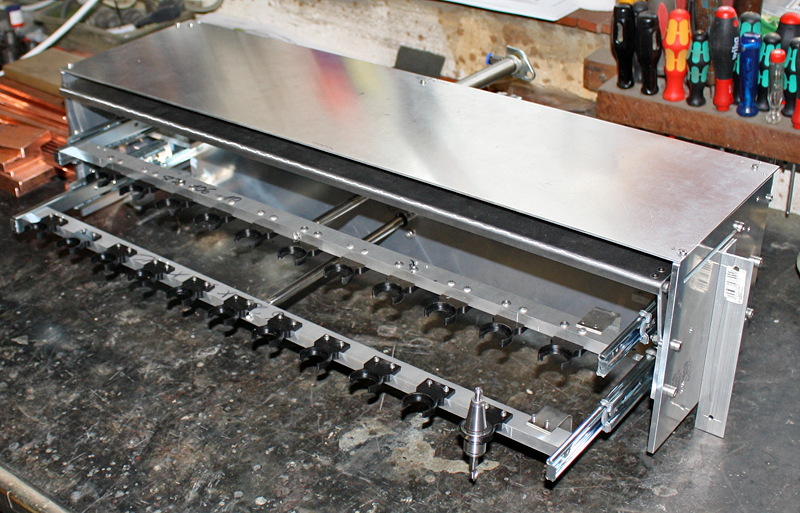
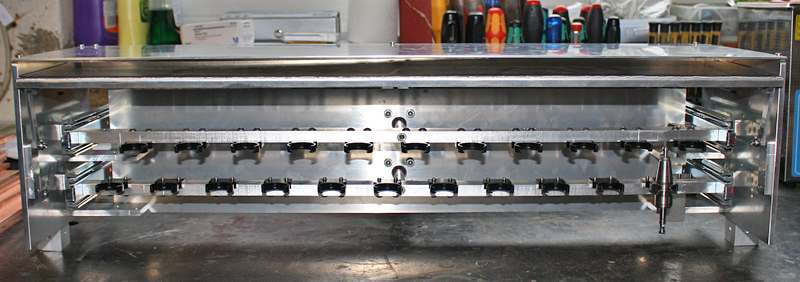
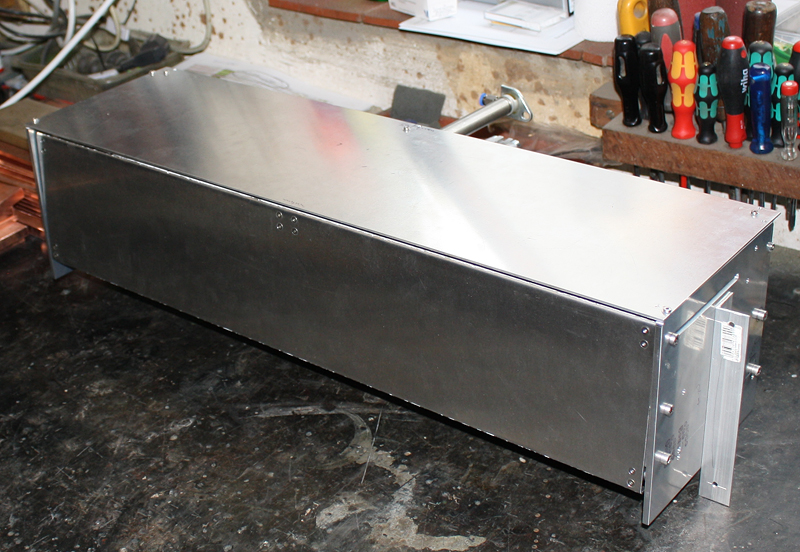
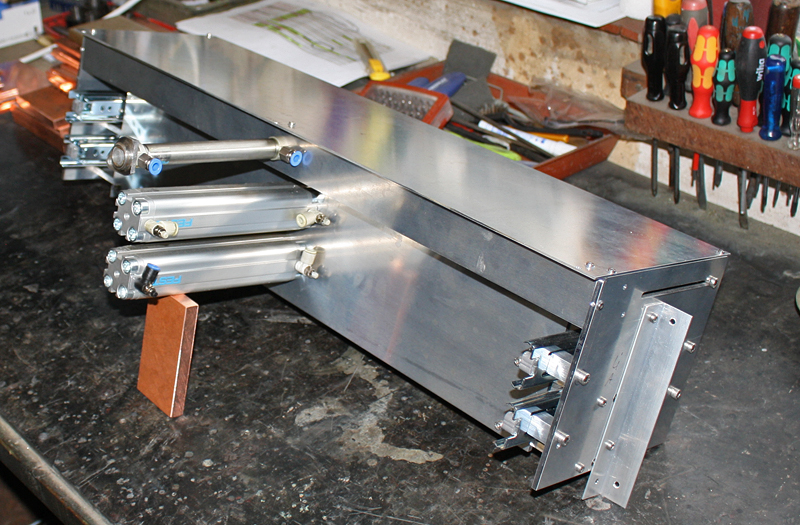
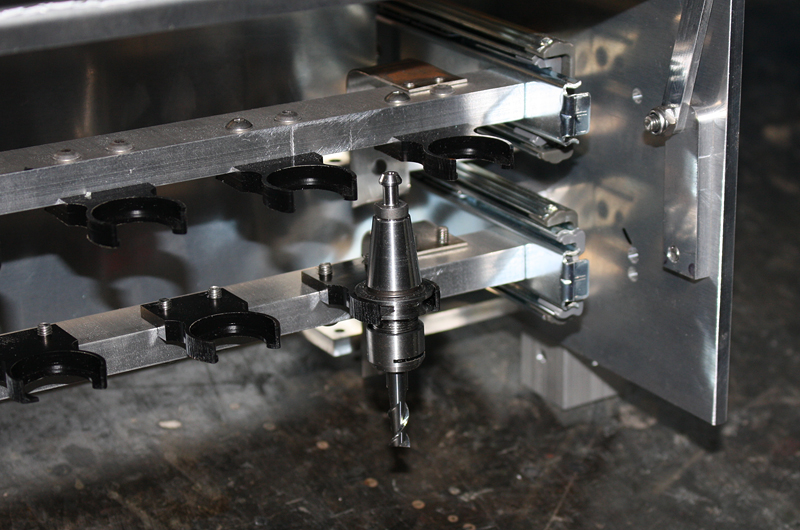
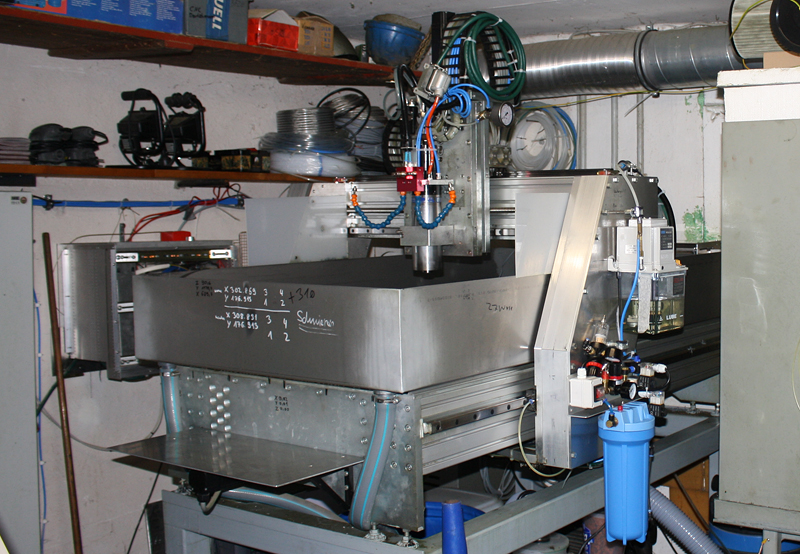
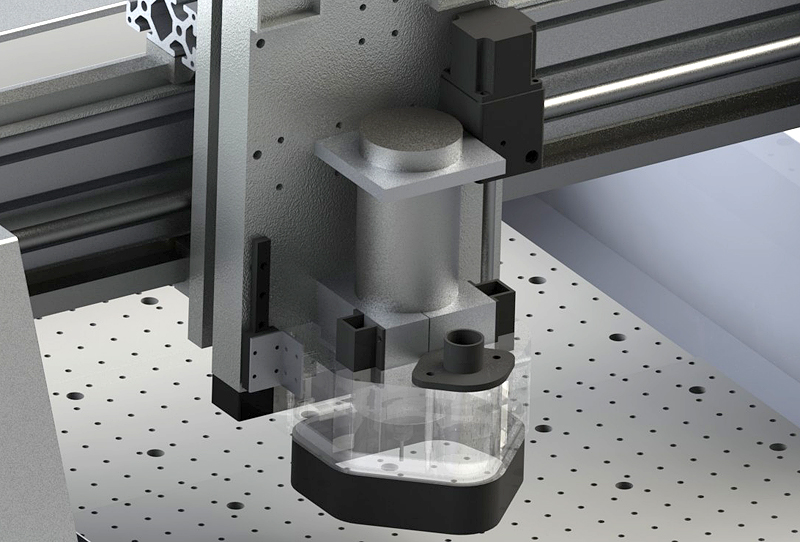
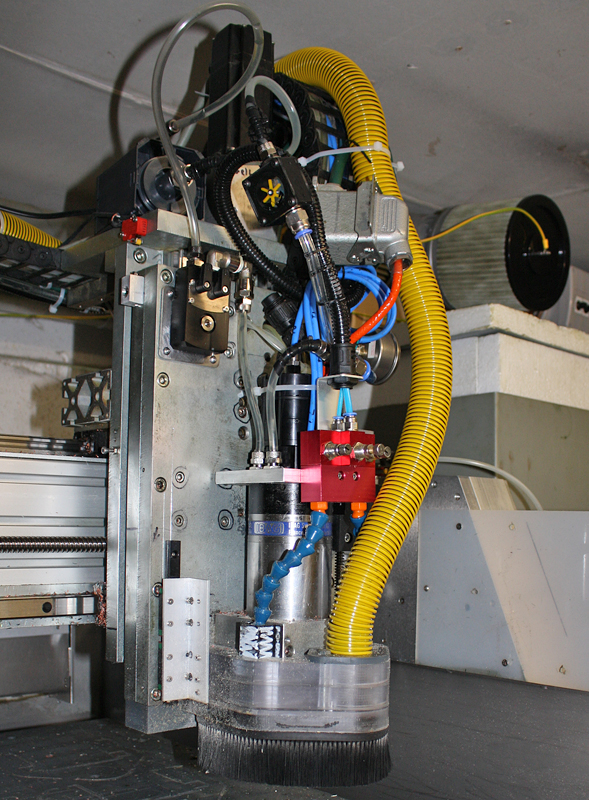
Darüber hinaus wurde auch an die Fräse weitergearbeitet. Die Maschine steht kurz vor der Jungfernfahrt. Während ich noch eine Hand voll Kühler fräse baue ich heute das Gehäuse zusammen und werde die elektronik einbauen. Dann muss nur noch der Kasten verdrahtet und Mach 3 eingerichtet werden.
Die letzten 3 Monate waren für alle Beteiligten eine harte Geduldsprobe und ich werde mich ab nächste Woche mal ein paar Wochen ausruhen müssen.
Ferner muss überlegt werden wie es weiter geht. Die Maschinen sind fast soweit das man das gesammte Kühlerbaukonzept umkrempeln könnte. Und Gesundheitsbedingt auch müsste. Sicher ist das es spätestens im April 2017 eine große Umstellung geben wird.
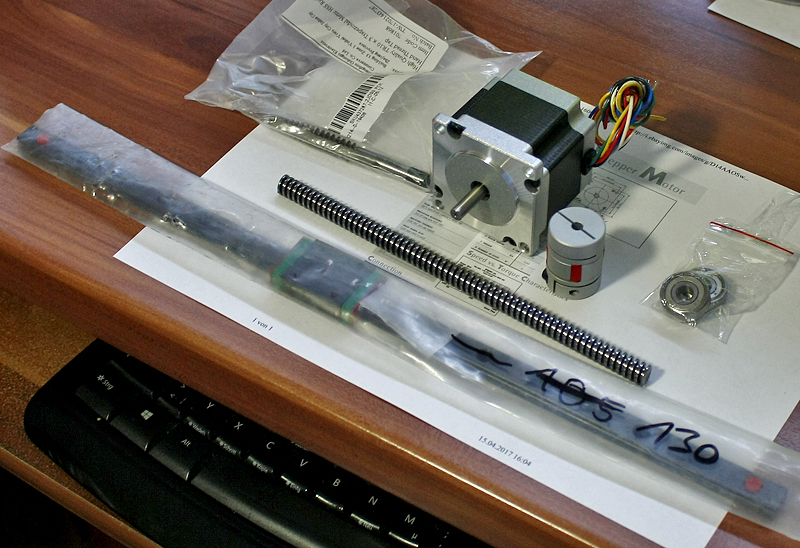
Abseits der Kühlergeschichte bin ich ja ein großer Freund von Chinaimporten.
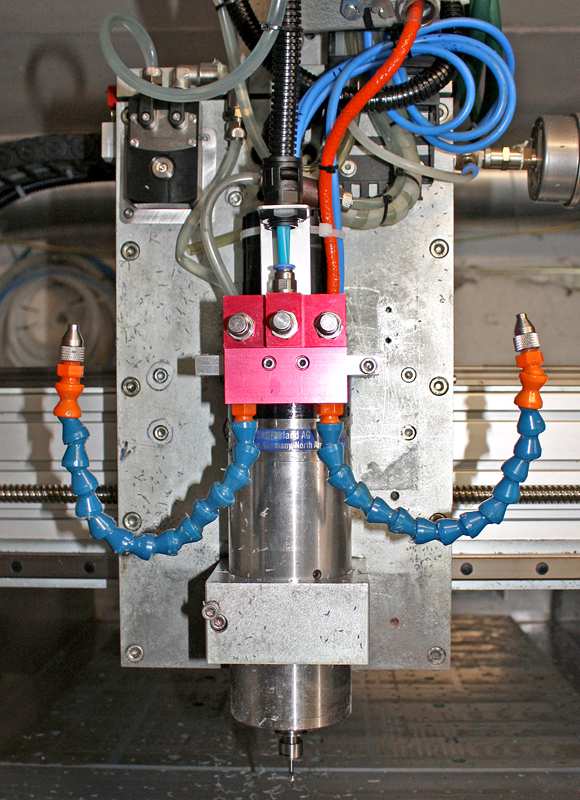
Ich habe mir mal 6 Fabrikate zum TEst bestellt und schaue wo die Stärken und Schwächen liegen. Denn auch eine präzise Frässpindel kann eine schlechte Frässpindel sein. Z.Bsp, wenn das Paket Lager/Welle/Lagerflansch nicht ausreichend stabil ausgelegt ist.
Anbei die ersten Eindrücke.
Probleme:
Es gibt eine Spindel (bei Ebay bezogen) die hat einen Aufkleber mit CE drauf. Wie auf den Bild zusehen ist hat der Anschluss aber nur 3Stk. Pins.
Ich habe eine schlechte Bewertung hinterlassen und angegeben das der Artikel vermutlich gefälscht sei. Strafanzeige wegen Betrugs wird früher oder später gestellt.
Obs was bringt ist egal. Aber irgendwer muss mal ein Zeichen setzen und anführen "SO NICHT".
Der Chinese wundert sich nur und versteht kein Wort. Trotz englischer Kommunikation.
Bei einer Luft gekühlten Spindel ist offenbar etwas mit dem Lagerfalnsch nicht in Ordnung. Zwischen Lagerflanschdeckel und Lagerflansch ist Luft.
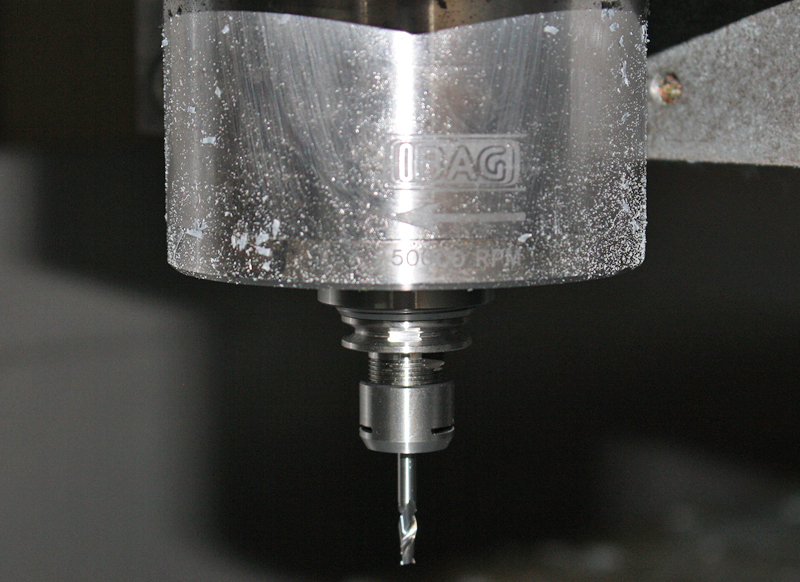
Die Genauigkeit stimmt bei nahezu allen Spindeln nicht. Es wurden Werte zwischen 10 und 30µ gemessen
Wellensteifigkeit weicht von Model zu Model ab. Bei der einen oder anderen sind es nur um 3µ bei der einen oder anderen aber auch mal über 10µ.
Das lässt schon darauf schließen das die Spindel mit einer hohen Abweichung keine starken Schnittkräfte veträgt. Die Spindeln sind ja weitgehend nur für Holz zugelassen.
Dafür geht das auch in Ordnung. Wir wollen aber Alu fräsen und suchen die beste und günstigste Spindel dafür.
Fakes:
Ein Bild habe ich mal angehängt mit einen original Chansheng Brand und die andere ist ein Fake. Mal schauen ob sich das Fake besser als das Original schlägt.
Optisch kaum zu erkennen, nur der Lagerflansch und die Lasergravur ist äußerlich unterschiedlich.
Im gesamten machen die Spindeln die man direkt importieren muss, einen besseren Eindruck als die Spindeln die es hier zu kaufen gibt.
Positives:
Hab ich erst mal so nicht wirklich viel zu berichten außer das bei 2 importierten Spindeln der Rundlauffehler auf solides Niveau liegt.
Darüber hinaus ist ersichtlich das Länge, Anschlüsse und die Lagerflansche alle unterschiedlich sind. Auch das Gewicht schwankt teilweise stark.
Es gibt noch 5 weitere Versionen die ich früher oder später testen werde. Ich muss jetzt aber erst mal wieder ein bisschen Geld sammeln.
Getestet werden die Spindeln wohl noch im laufe des Monats. Mit Acryl, Alu und Kupfer.
Das ist zunächst nur eine Momentaufnahme. Ob von 10 Spindeln alle 10 genauso sind wie das vorliegende Fabrikat wage ich zu bezweifeln.
Der neue Zulieferer den ich jetzt habe meinte das das Changsheng Brand hinsichtlich Serienstreuung und Performance sehr gut sein soll.
Da ich Changsheng bereits seid über 2 Jahre importiere kann ich berichten das die Ausfallquote bei 10-20% liegt. Um jede Nachlieferung muss man kämpfen.
Und die letzten beiden defekten Spindeln durfte ich aus eigener Tasche zahlen. Das der Grund warum ich mich andersweitig umschaue.
Darüber hinaus gab es dort auch Spindeln jehnseits der 50µ Marke. Ggü. einiger Nonamefabrikate von mehr als 150µ ist das aber noch sehr gut.
Nachgeschliffen bekommt man die auch auf solides Niveau. Aber der beste Rundlauffehler nützt nichts wenn das Lagerpaket nichts taugt.
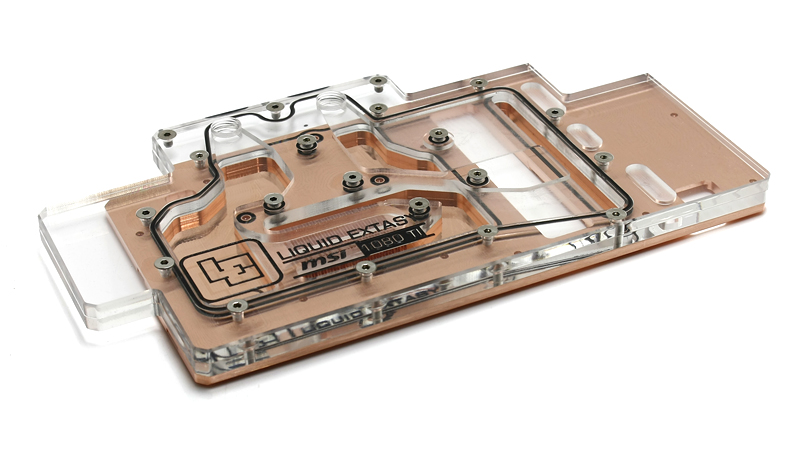
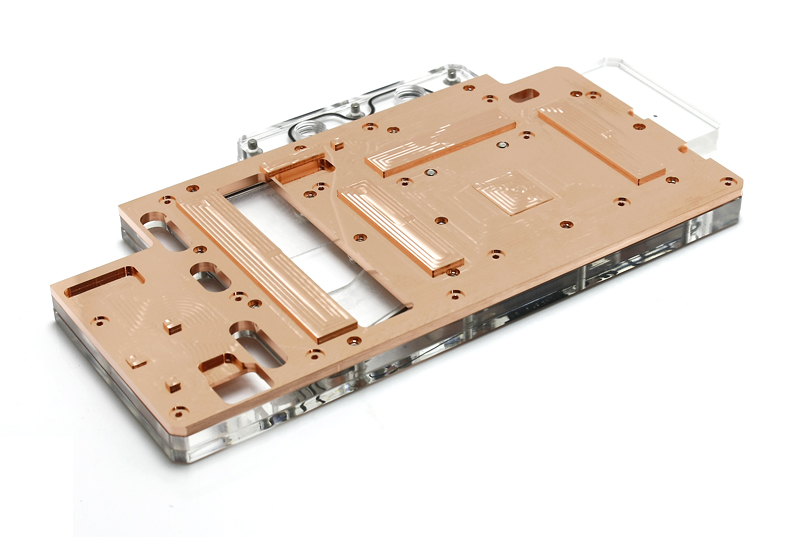
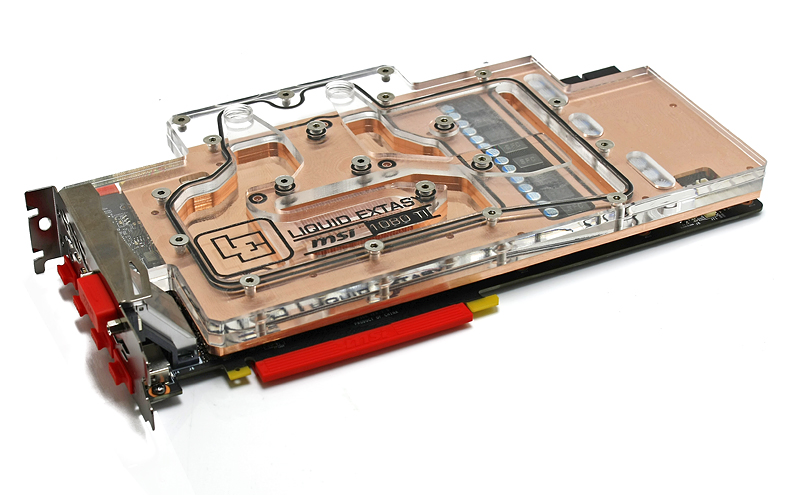
Anbei ein paar Bilder.